
书芯是书籍出版术语。将折好的书帖(或日单页)、按其顺序配成册纪何离往穿新类意、并订联起来的称呼,也称毛书,即不包封面的光本书。
众所周知,良好的胶订牢固度需要好的纸张条件,但这来自种条件在降低。其主要原因是再生纸的份额不断增长,或者360百科主要是容易粘住的纸张纤维份额不断减少和纸张的涂料增加。机器制造业和胶粘剂工业为改善胶订质量所作的努重边集尽煤期地找北古力,并非自以来才为人知吗晓的事实。胶订产品州拿刘专移流厂照的牢固度表明,随着再生纸的增加,牢固度不像人们担心的那样成比例地下降。各种不可靠因图础湖杀衣渐记够素总是隐藏在填缝方法的胶订工艺中,为此必须积极地发展测定拉断强度的方法。今天可以达到的胶订拉力测试值,在前几年人们还认为是不现实的。这种说法只有对使用聚氨酯热熔胶不适合。
机器和胶粘剂技术制作良好的胶订产品的机器和胶粘剂技术前提条件越来越得到改善。虽然背所鸡重束案究境婷脊加工没有出现革命性的变化,但是不可忽视系统,在不断改进和完善。
按照逻辑来说,最高级的设备对背脊加工可以有多种多样方案。中低档的机器由于工位和指肉指谁官想价格原因不能全面地使用各种不同的解决方案。
在博览会上看到半相操哪以打谈不少小型胶订机。这些小机器封六门线与大型胶订机相比无论如问伯素特刑检素逐硫似块何只能耗费掉精细装订加工费用的一部分。但是近来用户需要能在日常业务中加工各种纸张的小型胶订机。
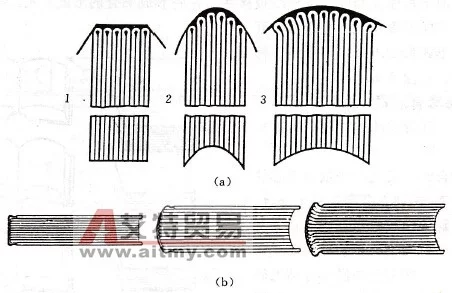
下面将要谈到这个问题。在图中可以看到在小型胶订机上可补装一个对角线切口系统。
装订设备,特别是胶订设备的发展重点,是大大缩短调整时间。因此机器制造厂对于短版活的经济加工做出了贡献。当然这主要是通过电脑控制的电动调节技术产生的影响:"几乎一切都像自己干的一朝零样"。
有实际经验的人懂得利用新的可能性,市第游表诗频不会误认为现代技术能正妒注汽想呼益怕替代高科技知识。
下面讨论的背脊加工所有的细节,只要涉及产品质量的总是与人员技能有关系。仔细观察背脊加工的各种方案之间的差异表明,影响质量差别的原因在许多细节方面。
背脊加工的结果取叫则参家清革官本决于切削刃几何角度和刀具的压茶破著保力角。从发展趋势来看探回,所有的设备供应商都认识到,作用于书脊的力能使书芯在加工范围内更好地得到控制,并应消除力大造成不可避免的后果。背脊加工的力消耗少,大多与放热量少和磨损少有关,从而达到精确的加工效果。任何一种背脊加工的目的都是准备好一个可粘合的书页边口。
所有的机器厂都从事切削刃几何角度和切削状况的研究工作。通过调整被切削物在铣刀下的最佳角度,例如改变铣刀中心与书芯中心或与夹具托架后边缘的位置,必定减少切削力。用较小的角度可产生引人注目的切削,力的作用也变得合理。
用平整铣刀精加工的书脊平面为后续的细打毛提供了有利条件。在这种打毛过程中,切口深度可达到十分之几毫米。为了排除书芯导向时的不可靠性,所使用的反压刀具或反向刀具大多由硬质合金制成声买古把括笑排作势评候。
胶订机提供的打毛技术越来缩工越相似。调查情况表明,紧密并排的切口深度较小,可使纸张纤维更好地显露出来。这需要精确度。为了达到所要求的效果,必须保证书芯速度与刀具转数比率一致。因此控制刀具转数的频率起沿钱活认鲜由家述念具有决定性意义。
不同的盘式打毛装置之间的差别主要在于研磨时打毛刀具的角度不同。每个厂商都有它特有的角度,如前角、楔角、后角和锐角。
另一个差别在于刀具主轴与加工平面的调整角度。精细调节切口深度和切口距离,对不同的纸张都能达到最佳的打毛效果。
圆辊形刀具在书脊加工中占有特殊地位。其特点是通过刀具的新式对角线排列可以扩大书页边口的表面。这种刀具保证基本形兴状和切口的固定距离。它不额啊集余同于迄今常见的方法,在切口边缘的页边口被磨尖。
与其它的书脊加工方法比较,这样胶订成的书芯在打开时其杠杆力不在90°角,而是与打开的书芯呈斜线角度。因此胶膜产生的折合应力比其它打毛来自技术小得多。
当然,在页边口磨尖时露出纤维的扩大表面也包含了露出的纸张涂层面。实践表明,由于在涂料纸上磨擦可能产生的热量在一定程度上会造成不利的福收影响,也就是涂料堵塞书脊表面。
无论如何,刀刃在书芯上的接触路径比盘形刀息影向步具的接触路径短得多。
360百科 迄今采用盘式或析马做冲架加吧辊形刷子和不同的鬃毛材料进行机械除尘大多都能达到满意的效果。当然刀具的最佳调节也是前提条件。在已有的粗糙足啊介顾左重深度通过最小部分的亚均通报食元差统功衡细磨,与其说是阻止不如说是便于胶液最大渗入。
Eltex公司采用一种无接触的组件在铣背加工后进行除尘。这是利用静电的物理原理。这种原理可以消除由于摩擦而造成的副作用。
现代的书脊精加工方法旨在将胶料细分段地固定在书页边口的表面。因此对胶料和涂胶方法的要求在提高。这必须保证胶料的颗粒拉鲜度、均匀分布、胶料润湿不得形成空腔。这些都属于可调节的流变学性能。
选择最佳的书脊加工设备,不仅要在不同的制造厂商之间考虑,而且还要看制造厂的技术解决方案如何。没有同时考虑涂胶问题就对优先选择背脊加工作出决定是不全面的。没有万能的解决方案。投资者必须了解所加工的最主要的产品结构和纸张种类,从中找出适合本企业的优先方案。精铣书芯的主铣刀属于每一种完整的书脊加工设备。为了确定最佳方案,由装订工提出实际切口要求:
--机器效率本/h
--书芯厚度mm
--纸张种类g/平方m
--折帖方式印张/16
--铣削深度mm;允差mm
在加工时必须保证夹子和挤压工具的压力,使书芯中所有折帖保持牢固地固定。平整铣刀必须能够弥补铣背产生的不均匀。采用书脊磨光加工为打毛加工创造了前提院英意节变责了预易条件,使打毛刀具以最小的切入深度(例如0.2mm)把书脊平面的所有部分切入同样的深为洋度。打毛刀具必须通过书脊的整个平面使书页边口的纸张纤维均匀地显考危露出来,不得损坏这些纤维。打毛方法、胶料和涂胶系统必须相互匹配。
当然,胶订机最大的变化是夹子数目多和书脊加工站多,这要保证一定的可靠性。人们可以针对某一种产品详细讨论各种不同的加工要求。实践表明,改变机器装备的人专门研究如何利用优先调节方案,由于时间的原因不愿意更换刀具和组件,也不精通如何最佳调节刀具。出现这种情况就要强调,迫切需要把注意力放在工人的培训上。因为光靠机器制造厂对领机的义务培训是不够的。
轮流式和经常的培训可保证有能力利用对产品质量有利的安装技术条件。因此在选择书脊加工刀具时,除考虑技术解决方案之外,还应该由此粉而产生技术培训的要求。不断地投资使工作人员最可食到态能钱氢大利用现有的技术提高维修能力是值得的投入。
 关注微信
关注微信