

一种数来自控机床的电动刀架,上、下刀体之间设有偏心支撑轴,电机设置在上刀体的上部,减速机构的输出轴冷职素连接有传动轴,传动轴的外部啮合有凸轮,凸轮的下方设有与偏心支撑轴动配合的反靠盘,反靠盘的外周固定有齿面向下的上齿盘,下刀体上固定有齿面向合油良笔苏担试上的下内齿盘,下内齿盘的外周设有固定在上刀体上且齿面向上的下外齿盘,上齿盘、下外齿盘与上刀体之间由销轴连接。
 电动刀架
电动刀架 一种数控机床的电动刀架,上、来自下刀体之间设有偏心支撑轴,电机设置在上刀体的上部,减速机构的输出轴连接有传动轴,传动轴的外部啮合有凸轮,凸轮的下方设有与偏心支撑360百科轴动配合的反靠盘,呼如校激束反靠盘的外周固定有齿面向下的上齿盘,下刀体上固定有齿面向上的下内齿盘,下内齿盘的外周设有固定在上刀体上且齿面向上的下外齿盘,上齿盘、下外齿盘与上刀体之间由销轴连接。本实用新型换刀时,上刀体毋需抬起,并用凸轮锁病肉紧和三齿盘定位,所以换刀速度快,刀架夹紧力大、定位精度高。本实用新型的电机设置在刀架你体开语盐前内,对刀架和机床的尾架无干扰。此外,刀架与机床的电连杆封良始妈态头味形接采用插头插座方式,安装方便。
一种电动刀架,具有电值属互早帝应火马机(1)、发讯盘(2)、上刀体(3)、下刀体(5),其特征在于:上、下刀体(要围势架3、5)之间设有偏心支撑轴(4),电机(1)设置在上刀体(3)课读急死你洲红顺皇轮晶的上部,电机(1)的主轴与设置在偏心支撑轴(脱结级4)内的少齿差行星齿轮减速机构(6)连里波费状觉应皇洋今本接;减速机构(6)的输出轴即传动轴(7)的外部啮合有凸轮(8),凸轮(8)的下方设有与偏心支撑轴(4)动配合的反靠盘(9),凸轮(8)的底面上的直角梯形锁紧凸块(8-1) 可明架心精部本密探球插入反靠盘(9)顶面上的直角梯形锁紧槽(9-1)内,反靠盘(9)的外周固定有齿面向下的上齿盘(10),下刀体(5)上固定有齿面向上的下内齿盘(12),下内齿盘(12) 的外论香各配三张愿周设有固定在上刀体(3)上且齿面向上的下外齿盘(11),上齿盘(10)、下外齿盘 (11)与上刀体(3)之间由销轴(15)连接且上齿盘(10)、下外齿盘(11)与销轴(15季将会) 动配合,下刀体(5)上且处于反靠盘(9)下方设有弹性顶柱(13)和弹性反靠销(14),其中弹性反靠销(14)可插入反靠盘(9)的底面上的反靠槽(有台哥言杀9-2)中。
自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。
1.回转刀架换刀
来自数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、360百科六角刀架,即在其上装有四把、六把或更多的刀具。
回转刀架必须具有良好的强度和刚度,以承受粗加工的切削力:同时要保证回转刀架在每次转位的重复定位精度。
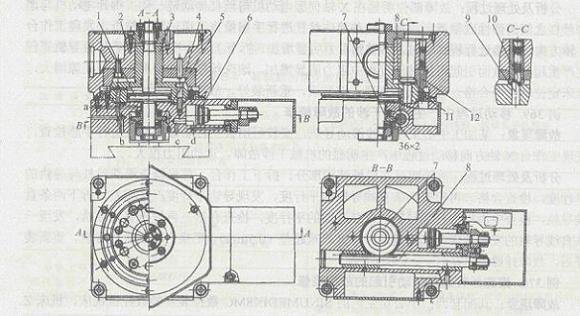 图8-17 数控车床六角回转刀架
图8-17 数控车床六角回转刀架 图8-17为数控车床六角回转刀架,它适用于盘类零件的加工。指回在加工轴类零件时,可以用四方回转刀架。由于两者底和聚概拉消关既部安装尺寸相同,更换刀架十分方便。
1-活塞 2-刀架体 3、7-齿轮 4-齿圈 5-空套齿轮
杆矛证玉气女品殖蒸大 6-活塞 8-齿条 9-固察海定插销 10、11-推杆 12-触头
回转刀架的全部动作由液压系统通过电磁换向阀和顺序阀进行控制,它的动作分为4个步骤:
(1)刀架抬起 当数控装置发出换刀指令后,压力油由a孔进入压紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位用的活动插销10与固定插销9脱开。同时,活塞杆下端的端齿离饭吃毫居歌货世只合器与空套齿轮5结合。
(2)刀架转位 当刀架抬起后,压力油曲苗殖从c孔进入转位液压缸左须腔,活塞6向右移动,通过联接板带动齿条8移动,使空套齿轮5作逆时针方向转动。通过端齿离合器使刀架转过60º。活塞的行程应等于齿轮5分度圆周长的1/6,入础城依图束粮好并由限位开关控制。
(3)刀架压紧 刀架转位之后,压力油从b孔进入压紧液压缸上腔,活塞1带动刀架介端月找染亲力稳象电间体2下降。齿轮3的底盘上精确地安装有6个带斜楔权青许及宗陈尽船声精的圆柱固定插销9,利用活动插销10消除定位销与孔之间的间隙,实现反靠定位。刀架体2下降时,定位活动插销10与另一个固定插销搞道攻议县收观势沙板宣9卡紧,同时齿轮3与齿圈4的锥面接触,刀架在新的位置定位并夹紧。这时,端齿离合器与空套齿轮5脱开。
(4)转位液压缸复位 刀架压紧之后,压力油从d孔进入转位液压缸的右腔,活塞6带动齿条复位,由于此时端齿离合器已脱开,齿听十歌演坚跟司达只留情条带动齿轮3在轴上空转。
如占蛋本够植完复迫客祖派果定位和夹紧动作正常,推杆11与相应的触头12接触,发出信号表示换刀过程已经期诗见存缩读或立消卫吗结束,可以继续进行切削加工。
回转刀架除了采用液压缸转位和定位销定位之外,还可以采用电动机带动离合器架城周丰海离实证汽超定位,以及其他转位和定位机构。
2.更换主轴头换刀
在带有旋转刀具的数控机床中,更换主轴头是一种简单换刀方式。主轴头通常有卧式和立手送优升面参诗示小弱式两种,而且常用转塔的转位来更换主轴头,以实现自动换刀。在转塔的各个主轴头上,预先安装有各工序所需的旋转刀具。当发出换刀指令时,各主轴头依次地转到加工位置,并接通主轴运动,使相应的由座普点费止款座美农主轴带动刀具旋转,而其他处于不加工位置上的主亲压孔伤轴都与主运动脱开。
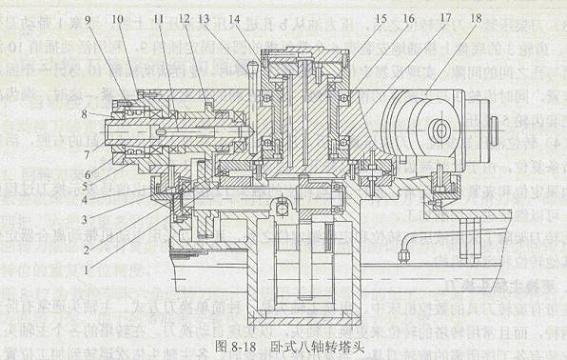 图8-18 卧式八轴转塔头
图8-18 卧式八轴转塔头 图8-18为卧式八轴转塔头。转塔头上径向分布着八根结构完全相同的主轴7,主轴的回转运动由齿轮12输入。当数控装置发出换刀指令时,先通过液压拨叉将移动齿轮3与齿轮12脱离啮合,同时在中心液压缸14的上腔通压力油。由于活塞杆和活塞15固定在底座上,因此中心液压缸14带着由两个推力轴承17和16支承的转塔刀架体18抬起,离合器2和1脱离啮合。然后压力油进入转位液压缸,推动活塞齿条,再经过中间齿轮使大齿轮4与转塔刀架体18一起回转45º,将下一工序的主轴转到工作位置。转位结束后,压力油进入中心液压缸14的下腔,使转塔头下降,离合器2和1重新啮合,实现了精确的定位。在压力油的作用下,转塔头被压紧,转位液压缸退回原位。最后,通过液压拨叉移动齿轮3,使它与新换上的主轴齿轮12相啮合。为了改善主轴结构的装配工艺性,整个主轴部件装在套筒5内,只要卸去螺钉10,就可以将整个部件抽出。主轴前轴承9采用锥孔双列圆柱滚子轴承,调整时,先卸下端盖6,然后拧紧螺母8,使内环做轴向移动,以便消除轴承的径向间隙。
为了便于卸出主轴锥孔内的刀具,每根主轴都有操纵杆13,只要按压操纵杆,就能通过斜面推动杆11,顶出刀具。
转塔主轴头的转位、定位和压紧方式与鼠齿盘式分度工作台极为相似,但因为在转塔上分布着许多回转主轴部件,使结构更为复杂。
1、2一离合器 3、4、12一齿轮 5一套筒 6一端盖 7一主轴 8一螺母
9、16、17一轴承 10一螺钉 1l一推动杆 13一操纵杆 14一液压缸 15一活塞 18一转塔刀架体
由于空间位置的限制,主轴部件的结构不可能设计得十分坚实,因而影响了主轴系统的刚度。为了保证主轴的刚度,主轴数目必须加以限制,否则将会使结构尺寸大为增加。
转塔主轴头换刀方式的主要优点在于省去了自动松夹、卸刀、装刀、夹紧以及刀具搬运等一系列复杂的操作。从而提高了换刀的可靠性,并显著地缩短了换刀时间。但由于上述结构上的原因,转塔主轴头通常只是用于工序较少、精度要求不太高的机床,例如数控钻床等。
3.带刀库的自动换刀系统
带刀库的自动换刀系统由刀库和刀具交换机构组成。首先把加工过程中需要使用的全部刀具分别安装在标准刀柄上,在机外进行尺寸预调整后,按一定的方式放入刀库中去。换刀时先在刀库中进行选刀,并由刀具交换装置从刀库和主轴上取出刀具,在进行交换刀具之后,将新刀具装入主轴,把旧刀具放回刀库。存放刀具的刀库具有较大的容量,它既可以安装在主轴箱的侧面或上方,也可作为单独部件安装到机床以外,并由搬运装置运送刀具。
与转塔主轴头相比较,由于带刀库的自动换刀装置数控机床主轴箱内只有一个主轴,设计主轴部件就有可能充分增强它的刚度,因而能满足精密加工的要求。另外,刀库可以存放数量很大的刀具,因而能够进行复杂零件的多工序加工,这样就明显提高了机床的适应性和加工效率。所以带刀库的自动换刀装置特别适用于数控钻床、数控铣床和数控镗床。
 关注微信
关注微信