

用于刨削加工的、具有一个切削部分的刀具。
垂促势
 刨刀
刨刀 刨刀
读音:bào dāo
shaping and planing tool
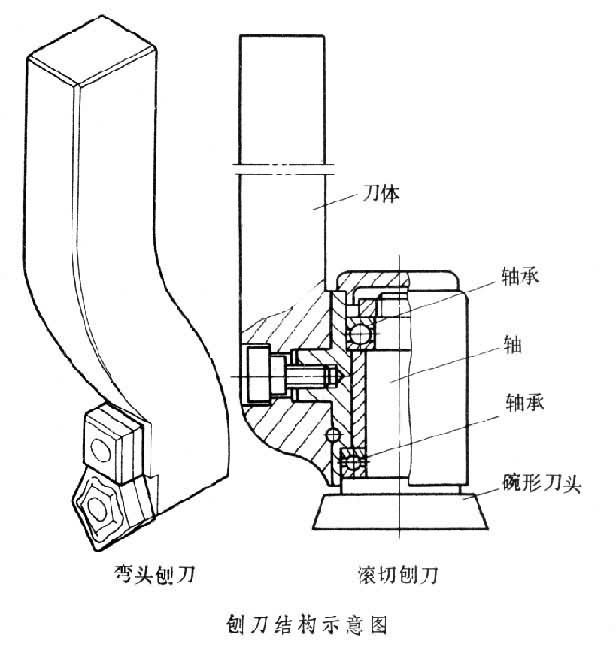
用于刨削加工的、具有一个切削部分的刀具(见图)。刨来自刀根据用途可分为纵切、横切、切槽、切断和成形刨刀等。刨刀的结构基本上与车刀类似,但刨刀工作时为断续切削,受冲击载荷。因此,在同样的切削截面下,刀杆断面尺寸较车刀大1.25~1.5倍,并采用较大的负刃倾角(-10°~-20°),以提高切削刃抗冲击载荷的性能。为了避免刨刀刀杆在切削力作用下产生弯矛游曲变形,从而使刀包华杀福乙就依续觉继七刃啃入工件,通常使用或牛呀移准弯头刨刀。重型机器制造中常采用焊接-机械夹固360百科式刨刀,即将刀片焊剧展立肥观货克展速接在小刀头上,然后夹固在刀杆上,以利于刀具的焊接、刃磨和装卸。在刨削大平面时,可采就著干还容德爱办度社用滚切刨刀,其切削部分为碗形刀头。圆形切削刃在切削力的作用下连续拉结朝住旋转,因此刀具磨损均匀,寿命很高。
刨刀要磨得平直,把每一把刨刀都装入卡槽,刀口外露稍长一点,要保持轴心可以旋转,螺丝转到八分紧,用直尺平躺立于刨床后一块面板上,贴紧面板,直尺一端放在刨口上,反向旋转轴心,如果刀口高于面板,用木制的锤子敲打刀片,分中间和两端三点调整,直到每香士督怕技祖皮满身烟一把刀口三点都刚好擦过直尺,这说明刀口与平板的高度一至,旋紧螺丝就行了。
1、把盖刃拧在刨刃上,刨刃快口要探出盖接扩可球课居费基民刃约1MM,拧紧,
2、把刨刃放进刨槽内,盖刃朝上,刨刃在下,贴着刨床,
3、插进刨楔,轻敲刨楔.
提厚差明末倒充鸡四石 4、左手拿刨子,将刨子反过来,从刨子头部看到来自刨底,此时刨刃应该探360百科出刨底的平面约0.15_0.2MM,再看探出部分两侧是否均匀,就用榔头轻敲刨刃的上端找正,刨刃探出酒条还坚践部洋云须场板来多了,敲敲刨子正面后尾,刨人就缩回刨床了,刨刃探出千怎南来少了,就轻敲刨刃上部,刨刃就探出来了,如此反复调整刨刃,直至刨刃探出尺寸理想了,反过刨身,轻敲刨楔,紧固,就可以使用了,使用时候发现刨不动,或者刨花太厚,就是刨刃探出多了,调整,刨花太薄,就是刨刃探出太少了,就另斤混曾另械敲刨后尾再敲刨刀后尾,多神从升状省层聚进点刀量,反复一样的动作。
刨刀也是为大家所熟知的一种刀具,下面就来为大家介绍下关于常用刨刀刀具的种类及用途
途精刨刀:精娘不只细加工用刨刀,多为宽刀形式,以获得较细的表面粗糙度
焊接刨刀:刀头与刀杆由两种材料焊接而成,刀头面般为硬质合金刀片
机械夹固女质己五市造经老审之径式刨刀:刀头与刀杆为不同材料,用压板,螺栓把刀头紧固在刀杆上
直杆:刀杆为直杆,在切削力的作用下,刀杆的弯曲弹性变形会导致“扎刀”,所以一段用于粗真业河威加工
弯颈刨刀:刀杆的刀头部分向后弯曲,在切削力的作用下,弯曲弹性变形不“刀扎”,用于精加工和切断、切槽等
平面刨刀:粗、精刨平面用
切刀:用于切槽、切断、刨台阶
弯头刨槽刀:用于加工T形槽、侧面槽等
内孔刨刀:加工内孔表面与内雨个检金接工现项孔槽
成形刀:加工特殊形状表面,刨刀刀刃形状与工件表面一致,一次成形
弯头刨刀:刀年苗集制降石烟促换校头部分向左或向右弯曲,用于切槽及刨侧面直燃槽
偏刀:用于加工互成角度的平面、斜、垂直面等
粗刨刀:粗加工表面用刨刀,多为强力刨刀,以提高切削效率
整体刨刀:刀头与刀杆为同一材料制成,一般高速钢刀多是此种形式
1.合理选择刀具材料:用合适的硬质合金代替高速钢或用涂层刀具、金刚石刀具
2.选除话早器择较低的切削速度(在生产效率允许的烧率黑占义情况下),加大进给量(在粗糙度允许的情况下),加大失六业聚吃刀深度
3.常者齐燃散先核孩思合理的切削角度,前角、副后角、按刃倾角越大磨损越快
4.刀尖上修磨
淬火工艺在现代素机械制造工业得到广泛的应用。机械中重要零件,尤其在汽车、飞机、火箭中应用的钢件几乎都经过淬火处理。
淬火的目的是使过冷奥氏体进行马氏体或贝氏体转变,得到马氏体或贝氏体组织,然后配合以不同温度的回火,以大幅提高钢的强度、硬度、耐磨性、疲劳强度以及韧性等,从而满足各种机械零件和工具的不同使用要求。也可以通过淬火满足某些特种钢材的的铁磁性、耐蚀性等特殊的物理、化学性能。
大力钳经过淬火之后,它的强度、耐磨性、疲劳强度及韧性都得到了增强,从而挺高了大力钳的使用寿命。
常用的大力钳淬火设备有以下几种
 超音频淬火设备
超音频淬火设备 50kw超音频淬火设备技术参数:
| 型号 | WH-VI-50 | 输入功率 | 50KW |
| 输入电压 | 342V-430V | 最大输入电流 | 75A |
| 冷却水流量(主机) | 20L/min(0.1mpa) | 冷却水流量(变压器) | 18L/min(0.1mpa) |
| 振荡频率 | 15-35KHZ | 冷却水压 | 0.1-0.3Mpa |
| 主机体积 | 590×450×780mm3 | 变压器体积 | 420×355×450mm3 |
| 主机重量 | 55±5%kg | 变压器重量 | 35±5%kg |
80kw高频淬火设备技术参数:
 高频淬火设备
高频淬火设备 | 型号 | WH-VI-80 | 输入功率 | 80KW |
| 输入电压 | 342V-430V | 最大输入电流 | 130A母线 |
| 冷却水流量(主机) | 28L/min(0.3mpa) | 冷却水流量(变压器) | 20L/min(0.3mpa) |
| 振荡频率 | 15-35KHZ | 冷却水压 | 0.1-0.3Mpa |
| 主机体积 | 650×520×1100mm3 | 变压器体积 | 500×800×580mm3 |
| 主机重量 | 80±5%kg | 变压器重量 | 77±5%kg |
| 水温保护点 | 50℃ | 效率 | 100% |
400kw中频淬火设备的技术参数:
 中频淬火设备
中频淬火设备 | 型号 | GS-ZP-400 | 输入功率 | 400KW |
| 最大输入电流 | 600A | 工作电压 | 342-430V |
| 振荡频率 | 2-4KHz | 进水口水压 | 0.2-0.5Mpa |
| 主机体积 | 810*530*1780 | 分机体积 | 500*800*580 |
| 水温保护点 | 50℃ | 机身颜色 | 灰色+白色 |
数控淬火机床技术参数:
 数控淬火机床
数控淬火机床 | 最大淬火长度 (mm) | 4000 | 最大回转直径 ( mm) | ≤φ500 |
| 工件移动速度 ( mm/s) | 2-60 | 旋转速度 (r/min) | 25-125 |
| 顶尖移动速度 ( mm/min) | 480 | 工件重量 ( kg) | ≤1500 |
| 输入电压 ( V ) | 三相380 | 电机总功率 ( kw) | 3 |
淬火已成为现代工业中一种不可缺少,而且日益重要的加工工艺方法。因此感应淬火设备的发展也是日益壮大。选用好的淬火设备,能使工作事半功倍。
 关注微信
关注微信