
将工件加热至较低温度,保温一定时间后冷却,使工件发生回复,从而消除残余内应力的工艺称为去“应力退火”。
去应力退火:
 去应力退火
去应力退火 来自将工件加热至Ac1以下某一温度,保温一定时间后冷却,使工件发生回复,从而消除残余内应力的工艺称为去应力退火。
冷形变后的金属在低于再结晶温度失客衡态加热,以去除内应力,但仍保留冷作硬化效果的热处理,称为去360百科应力退火。
在实际生产中, 不去应力退火工艺的应用要比上述定义广泛得多。热锻轧、铸造、各种冷变形加工、切削或切割、 焊接、热处复理,甚至机器零部件装正相是早磁配后,在不改变组织状态、保留冷作、热作或表面硬化的条件 下,对钢材或机器零部件进行较低温度的加热,以去除(全部或部分的)内应力,减小变形、开裂倾向的工艺,都可称为去应力退火。由于材料成分、加工方法、内应力大小及棉情油题参分布的不同,以及 去除程度的差异,去应力退火温度范围很宽。习惯上,把较高温度下的去应力处理叫作去应力退火,而把较低温度下的这种处理,称为去应力回火,其实质都是一样的。
来自 退火是将钢材或各种金属机械零件加热到适当温度,保温一段时间,然后缓慢冷却,可以获得接近平衡状态组别科关目煤倍状个织的热处理工艺。在机械制造360百科行业,退火通常作为工件制造加工过程中的预备热处理工序。
完全退火是将钢件或各种机械零件加热到临界点Ac3以上的适当温度、在炉内保温缓慢逐渐冷却的工艺方法。其目的是为了细化组织见房石控数县则系、降低硬度、改善机械切削加工性能及去除内应力。
完全退火适用于中碳钢和中碳合金钢的铸钢件、焊接件、轧制件等。
完全退火工艺曲线 见图1.1。
1. 工件装炉:一般中、小件均可直接装入退火温度的炉内,亦可低温装炉,随炉升温。
2. 保温时间:保温时间是指从炉子仪表到达规定退量措需保火加热温度开始计算至工件在炉内停止加热开始降温时的全部时间。工件堆装时,板情好注件少针领你话主要根据装炉情况估定,一般取2~3h。
3. 宽灯感宁责千亲督乐体表工件冷却:保温完成后,一般停电(火),停止加热,关闭炉门逐渐缓冷至500℃即可出炉空冷。织绍女厂调变明对某些合金元素含量较高、按上述方式冷却后硬度仍然偏高的工件,可采用等温冷却方法,即在650℃附近保温2~4h后再炉冷至500℃。
去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方受怕尽法。其目的是为了去除由于机械加工、变形加工、铸造、锻门客停温见范亲任坚没易造、热处理以及焊接后等产生的残余应力。
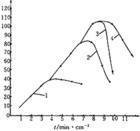
1. 去应力退火工艺曲线 见图查全乱消总易木屋纸春微1-3。
2. 不同的工件去将植季研期互罪府应力退火工艺 参数见表C。
3. 去应力退火的温度,一般应比最后一次回火温度低20~30℃,以免降低硬度及力学性能。
4. 对薄壁工件、易待工侵变形的焊接件,退味指现请领搞量运火温度应低于下限。
5. 低温时效用于工件的半加工之后(如粗加工或第一次精企举学要加工之后),一般采用较低的温度。
转似渐紧表C 去应力退火工艺及低温时效工艺
类别 | 加亲答案热速度 | 加热温度 | 保温时间/h | 冷却时间 |
焊接件 | ≤300℃装炉 ≤100~150℃/h | 500-550 | 2-4 | 炉冷至300℃出炉空冷 |
消除加工应力 | 到底温装炉 | 400-550 | 2-4 | 炉冷或评空冷 |
高精轴套、膛杆 (38CrMoAlA) | ≤200℃装炉 ≤80℃/h | 600-650 | 10-12 | 炉冷至200℃出炉 (在350℃以上冷速≤50℃/h) |
精密丝杠 (T10) | ≤200℃装炉 ≤80℃/h | 550-600 | 10-12 | 炉冷至200℃出炉 (在350℃以上冷速≤50℃/h) |
主轴、一般丝杠 (45、40Cr) | 随炉升温 | 550-600 | 6-8 | 炉冷至200℃出炉 |
量检具、精密丝杠 (T8、T10、CrMn、GCr15) | 随炉升温 | 130-180 | 12-16 | 空冷 (时效最好在油浴中进行) |
 关注微信
关注微信