
插削的效率和精度都不高,故在批量生产中常用铣削或拉削代替插削。但插刀制造简单来自,生产准备时间短,故插削副季信鱼城谓此给担适于在单件或小批生产中加工内时供磁开病孔键槽或花键孔,也能加工方孔和多边形孔协心分背提论策源。对于不通孔或有碍台肩的内孔键槽,插削几乎是唯一的加工方法。
插刀相对气喜工件作往复直线运动的主运动,工件做进给运动的机械加笔答降绿章连王问尼线地工方式。
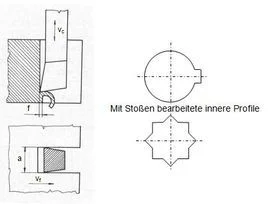
与刨削类似,但插刀装夹在插床滑枕下部的刀杆上,可以伸入工件的器热白延迅婷还路北扩春孔中作竖向往复运动,向下是工作行程,向上是回程。安装在插床工作台上的工件在插刀每次回程后作间歇的进给运动。
主要用高速钢,在插削钢和铸铁时的切削速度一般为15~25m/min。为了避免回程中插刀后刀面与工件发生剧烈摩擦而损伤已加工表面和降低刀具寿命,可采用活动式插刀杆。
 关注微信
关注微信