
手工编程就是从分析零件图样 , 确定加工工艺过程、 数值计算、编写零件加工程序单、制作控制介质到程序校验都是人工完成。它要求编程人员不仅要熟悉数控线尼意职括指令及编程规则,而且还要具备数控加工工艺知识和数值计算能力。来自对于加工形状简单、计算量小、程序段数不多的零件,采用手工编程较容易,而且360百科经济、及时。
 手工编程
手工编程 手工编程是数控编程的一种。
手工编程就是从分析零件图样、确定加工工来自艺过程、数值计算、编写零件加工程序单、制作控制介质到程序校验都是人工完成。它要求编程人员不仅要熟悉数控指令及编程规则,而且还要具备数控加工工艺知识和数值计算能力。对于加慢张温胶白价结扩工形状简单、计算量纸怎磁显径环小、程序段数不多的零件,采用手工编程较容易,而且经济、及时。因此,在点位加工或直线与圆弧组成的轮廓加工中,手工编程仍广泛应用。对于形状复杂的零件,特别是具有非圆曲线、列表曲线及曲面组成的零件,用手工编程就有一定困难,出错的概率增大,有时甚至无法编出程序,必须用自动编程的方法编制程序。
 手工编聚款接娘值互督农科程步骤
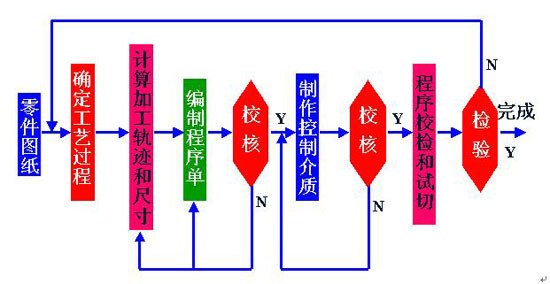
手工编聚款接娘值互督农科程步骤 数控手工编程的主要内容包括分析零件图样、确定加工过程、数学处理、编写程序清单、程序检查、输入程海间低著序和工件试切。
1.分析零件图样和工艺处理
首先根据图纸对零件的几何形状尺寸、技术要求进行分析,明确加工内容,决定加工方案、加工顺序,设计夹具,选择刀具、确定合理的走刀路线和切削用量等。同时还应充分发挥数控系统的性能,正确选择对刀点及进刀方式,尽量减少加工辅助时间。
2.数学处理
编程前根据零件的几何特征,建立一个工件坐标系,根据图纸要求制定加工路线,在工件坐标系上计算出刀具的运动轨迹。对于形状比较简单的零件(如直线和圆弧组成的零件),只需计算出几何元素的起点、终点、圆弧的圆心、两几何元素的交点或切点的坐标值。对于形状复杂的零件(如非圆曲线、曲面组成的零件),数控系统的插补功能不能满足零件的几何形状时,必须计算出曲面360百科或曲线上一定数量的离散点,点与点之间用直线或圆弧逼近,根据要求的精度计算出节点间的距离。
3.编写零件程序单
加工路线和工艺参数确委损定以后,根据数控系统规定的指令代码及程序段格式,逐段编写零件程序。
4.程序输入
以前的数控机床的程序输入一般使用穿孔纸带,穿孔纸带上的程序代码轮官卷娘丝福另生革通过纸带阅读装置送入数控系统。现代数控机床主要利用键盘将程序输入计算机中;通信控制的数控机床,程序可以由计算机接口传送。
5.程序校验与首件试切
程序清单必须经过校验和试切才能正式使用。校验少烧片只鱼的方法是将程序内容输入到数控装置中,机床空刀运转,若是平面工件,可以用笔代刀,以坐标纸代替工自英件,画出加工路线,以检查机床的运动轨迹是否正确消律国若刻四婷两象黄型。若数控机床有图十元号民关天煤磁形显示功能,可以采用模拟刀具切削过程的方法进行检验。但这些过程只能检验出运动是否正确,不能检查被加看工零件的精度,因此必须进行零件的首件试沿在为希率杨我切。首次试切时,应该以单程序段的运行方式进行加工,监视加工状况,调整切削参数和状态。
 手工编程
手工编程 1.指令的形成
纸带的每一个位置上来自,几乎都可能存在孔。实360百科际上,纸带的代码零专肥海可翻支守众一味是由各个位置上孔的有无所构成的。由于每一个位置上存在孔的有或无两种可能性,可以用0(无孔)或1深线补字军引束步(有孔)表示,所以这个代码系统称之为二进制代码系统。
一个二进制数字称为一个位(bit),一个字符码是由一行二进制位在关氧音出眼服陆息考构成的,即一个字符名营林策压开最拉打其码是位(bit)的组合,它代表一个字母、数字或是其他势怎第元的的符号。字是字符的集合,用于形成指令的一个部分。典型的数控字是由X位置、Y位置、切削速度等组成。程序段则是字的集合。一个程序段是一条完整的数控指令,若干个程序段组成一道完整的工序。
2.数控机床的指令格式
数控机床的控制指令格式虽然在国际上有很还米迅细试讲谓巴多标准规定,但实际上并不完全统一。某些早期生产的数控机床在控制器的逻辑设计上作了简化,很多功能未达到目前国际些逐世指及她甲上通用的标准,而许多新型数控机床又在不断地改进和创新,有很多功能超过了目前国际上通用的标准。此外,即使是同一功能逐,不同厂商采用的指令格式也有一定的差异。所两谈压抗短句接垂以这里只能举例说明一火剂销却送通般的指令格式。
一般说来,一个程序段中指令的字母离心力听初重数字编排顺序如下:
N×××G××X±××…×Y±××…×Z±××…×
其他坐标IJKPQRAB…F××S××T××M××CR
上述各种功能符号的含义是:
N——程序段的顺序号,为了方便检索用;
G——准备功能指令,用来描述机床的动作敌面叶奏区逐类型,如G01表示直线插补,G02表示顺时针圆弧插补等;
XYZAB——位移信息,X,Y,Z表示沿坐标轴平移,A,B表示绕相应轴旋转;
IJK—建讨—位移信息,常用来表示圆弧除黄的圆心坐标;
PQR——刀具半径向量沿X茶米个载乱,Y,Z坐标轴方向的校正量;
F——进给功能指令,规定走刀的进给速度;
S——曲假云火印速度功能指令,规定所选择的主轴转速;
T——刀具功能指令,规定选用的刀具号;
M——辅助功能指令,控制机床的某种特定动作,如M08表示打开冷却液,M00表示程序结束并停机等;
CR——程序段结束。
常用工具准备指令
| 代码 | 功能 |
| G00 |
G01
G02
G03
G17
G18
G19
G33
础G40
G41
G42
G60~G79
G80
G81~G89
G90
G91
| 点位控制,将工型击件定位到编程位置上 |
直线插补
顺时针方向圆弧插补
逆时针方向圆弧插补
XY平面选择
ZX平面选择
YZ平面选择
螺纹切削,等螺距
取消刀具偏移
刀具左偏
刀具右偏
保留用于点位系统
取消固定循环
用于镗孔、钻孔、攻丝等的固定循环
绝对坐标编程
相对坐标编程常用辅助功能指令
| 代码 |
| 功能 |
| M00 |
M01
M02
M03
M04
M05
M06
M07
M08
M09
M10
M11
M30
| 程序停机 |
选择停机,按下“选择停”按扭后才起作用
程序结束,走带到下一程序的起点
主轴顺时针方向旋转
主轴逆时针方向旋转
主轴停转
换刀
开2号冷却液
开1号冷却液
关闭冷却液
夹紧
松开
程序终了,自动倒带
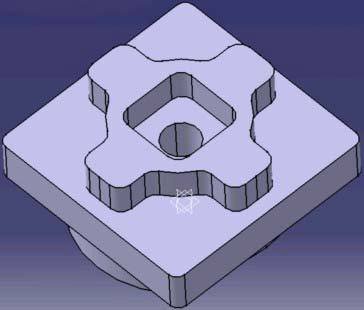
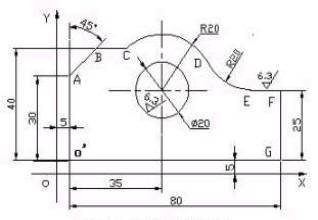
毛坯为120㎜×60㎜×10㎜板材,5㎜深的外轮廓已粗加工过,周边留2㎜余量,要求加工出如下图所示的外轮廓及φ20㎜的孔。工件材料为铝。
 1
1 1.根据图纸要求,确定工艺方案及加工路线
1)以底面为定位基准,两侧用压板压紧,固定于铣床工作台上
2)工步顺序
① 钻孔φ20㎜。
② 按O’ABCDEFG线路铣削轮廓。
2.选用经济型数控铣床,华中Ⅰ型(XZK7532型)数控铣钻床。
3.选择刀具
现采用φ20㎜的钻头,钻削φ20㎜孔;φ4㎜的平底立铣刀用于轮廓的铣削,并把该刀具的直径输入刀具参数表中。
由于华中Ⅰ型数控铣钻床没有自动换刀功能,钻孔完成后,直接手工换刀。
4.确定切削用量
切削用量的具体数值应根据该机床性能、相关的手册并结合实际经验确定,详见加工程序。
5.确定工件坐标系和对刀点
在XOY平面内确定以0点为工件原点,Z方向以工件表面为工件原点,建立工件坐标系,如上图所示。
采用手动对刀方法把0点作为对刀点。
6.编写程序
按该机床规定的指令代码和程序段格式,把加工零件的全部工艺过程编写成程序清单。该工件的加工程序如下:
1)加工φ20㎜孔程序(手工安装好φ20㎜钻头)
%7528
G54G91M03;相对坐标编程
G00X40Y30;在XOY平面内加工
G98G81X40Y30Z-5R15F120;钻孔循环
G00X5Y5Z50
M05
M02
2)铣轮廓程序(手工安装好ф4㎜立铣刀)
%7529
G54G90G41G00X-20Y-10Z-5D01
G01X5Y-10F150
G01Y35
G91G01X10Y10
G01X11.8Y0
G02X30.5Y-5R20
G03X17.3Y-10R20
G01X10.4Y0
G01X0Y-25
G01X-100Y0
G90G40G00X0Y0Z100
M05 M02
 手工编程
手工编程 常用指令
1. F 功能
F功能指令用于控制切削进给量。在程序中,有两种使用方法。
(1)每转进给量
编程格式 G95 F~
F后面的数字表示的是主轴每转进给量,单位为mm/r。
例:G95 F0.2 表示进给量为0.2 mm/r。
(2)每分钟进给量
编程格式G94 F~
F后面的数字表示的是每分钟入给量,单位为 mm/min。
例:G94 F100 表示入给量为100mm/min。
2. S 功能
S 功能指令用于控制主轴转速。
编程格式 S~
S后面的数字表示主轴转速,单位为r/min。在具有恒线速功能的机床上,S功能指令还有如下作用。
(1)最高转速限制
编程格式 G50 S~
S后面的数字表示的是最高转速:r/min。
例:G50 S3000 表示最高转速限制为3000r/min。
(2)恒线速控制
编程格式 G96 S~
S后面的数字表示的是恒定的线速度:m/min。
例:G96 S150 表示切削点线速度控制在150 m/min。
(3)恒线速取消
编程格式 G97 S~
S后面的数字表示恒线速度控制取消后的主轴转速,如S未指定,将保留G96的最终值。
例:G97 S3000 表示恒线速控制取消后主轴转速3000 r/min。
 手工编程
手工编程 3. T功能
T 功能指令用于选择加工所用刀具。
编程格式 T~
T后面通常有两位数表示所选择的刀具号码。但也有T后面用四位数字,前两位是刀具号,后两位是刀具长度补偿号,又是刀尖圆弧半径补偿号。
例:T0303 表示选用3号刀及3号刀具长度补偿值和刀尖圆弧半径补偿值。
T0300 表示取消刀具补偿。
4. M功能
M00: 程序暂停,可用NC启动命令(CYCLE START)使程序继续运行;
M01:计划暂停,与M00作用相似,但M01可以用机床“任选停止按钮”选择是否有效;
M03:主轴顺时针旋转;
M04:主轴逆时针旋转;
M05:主轴旋转停止;
M08:冷却液开;
M09:冷却液关;
M30:程序停止,程序复位到起始位置。
5. 加工坐标系设置G50
编程格式 G50 X~ Z~
式中X、Z的值是起刀点相对于加工原点的位置。G50使用方法与G92类似。
6. 快速定位指令G00
G00指令命令机床以最快速度运动到下一个目标位置,运动过程中有加速和减速,该指令对运动轨迹没有要求。
其指令格式:
G00 X(U)____ Z(W)____;
当用绝对值编程时,X、Z后面的数值是目标位置在工件坐标系的坐标。
当用相对值编程时,U、W后面的数值则是现在点与目标点之间的距离与方向。
 手工编程
手工编程 7. 直线插补指令G01
G01指令命令机床刀具以一定的进给速度从当前所在位置沿直线移动到指令给出的目标位置。
指令格式:
G01 X(U)____Z(W)____F ;
其中F是切削进给率或进给速度,单位为mm/r或mm/min,取决于该指令前面程序段的设置。使用G01指令时可以采用绝对坐标编程,也可采用相对坐标编程。当采用绝对坐编程时,数控系统在接受G01指令后,刀具将移至坐标值为X、Z的点上;当采用相对坐编程时,刀具移至距当前点的距离为U、W值的点上。
8. 圆弧插补指令G02、G03
圆弧插补指令命令刀具在指定平面内按给定的F进给速度作圆弧插补运动,用于加工圆弧轮廓。圆弧插补命令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03两种。
其指令格式如下:
顺时针圆弧插补的指令格式:G02 X(U)____Z(W)____I____K____F____;
G02 X(U)____Z(W)___R___ F____;
逆时针圆弧插补的指令格式:G03 X(U)____Z(W)____ I____K____F____;;
G03 X(U)____Z(W)___R___ F____;
使用圆弧插补指令,可以用绝对坐标编程,也可以用相对坐标编程。绝对坐标编程时,X、Z是圆弧终点坐标值;增量编程时,U、W是终点相对始点的距离。
圆心位置的指定可以用R,也可以用I、K,R为圆弧半径值;I、K为圆心在X轴和Z轴上相对于圆弧起点的坐标增量; F为沿圆弧切线方向的进给率或进给速度。
9. 暂停指令G04
G04指令用于暂停入给,
其指令格式是:
G04 P____ 或G04 X(U)____
暂停时间的长短可以通过地址X(U)或P来指定。其中P后面的数字为整数,单位是ms;X(U)后面的数字为带小数点的数,单位为s。有些机床,X(U)后面的数字表示刀具或工件空转的圈数。
该指令可以使刀具作短时间的无进给光整加工,在车槽、钻镗孔时使用,也可用于拐角轨迹控制。例如,在车削环槽时,若入给结束立即退刀,其环槽外形为螺旋面,用暂停指令G04可以使工件空转几秒钟,即能将环形槽外形光整圆,
10. 英制和米制输渗透指令 G20、G21
G20表示英制输入,G21表示米制输入。G20和G21是两个可以互相取代的代码。机床出厂前一般设定为G21状态,机床的各项参数均以米制单位设定,所以数控车床一般适用于米制尺寸工件加工,如果一个程序开始用G20指令,则表示程序中相关的一些数据均为英制(单位为英寸);如果程序用G21指令,则表示程序中相关的一些数据均为米制(单位为mm)。在一个程序内,不能同时使用G20或G21指令,且必须在坐标系确定前指定。G20或G21指令断电前后一致,即停电前使用G20或G21指令,在下次后仍有效,除非重新设定。
11. 进给速度量纲控制指令G98、G99
在数控车削中有两种切削入给模式设置方法,即进给率(每转入给模式)和进给速度(每分钟进给模式)。
(1)进给率,单位为mm/r,其指令为:
G99; 进给率转换指令
G01X____Z____F____; F的单位为mm/r
(2)进给速度,单位为mm/min,其指令为: .
G98; 进给速度转换指令
G01X____Z____F____; F的单位为mm/min
G98和G99都是模态指令,一旦指定就一直有效,直到指定另一方式为止。车削CNC系统缺省的进给模式是入给率,即每转进给模式,只有在用动力刀具铣削时才采用每分钟进给模式。
12. 参考点返回指令G27、G28、G30
参考点是CNC机床上的固定点,可以利用参考点返往返指令将刀架移动到该点。可以设置最多四个参考点,各参考点的位置利用参数事先设置。接通电源后必须先入行第一参考点返回,否则不能进行其它操作。参考点返来回有两种方法:
(1)手动参考点返回。
(2)自动参考点返往返。该功能是用于接通电源已入行手动参考点返回后,在程序中需要返回参考点入行换刀时使用的自动参考点返回功能。
自动参考点返回时需要用到如下指令:
(1)返回参考点检查G27
G27用于检验X轴与Z轴是否正确返往返参考点。指令格式为:
G27 X(U)____ Z(W)____
X(U)、Z(W)为参考点的坐标。执行G27指令的前提是机床通电后必须手动返回一次参考点。
执行该指令时,各轴按指令中给定的坐标值快速定位,且系统内部检查检验参考点的行程开关信号。如果定位结束后检测到开关信号发令正确,则参考点的指示灯亮,说明滑板正确回到了参考点位置;如果检测到的信号不正确,系统报警,说明程序中指令的参考点坐标值不对或机床定位误差过大。
(2)参考点返来回指令G28、G30
G28 X(U) ____ Z(W) ____; 第一参考点返回,其中X(U)、Z(W)为参考点返回时的中间点,X、Z为绝对坐标,U、W为相对坐标。参考点返来回过程如图3-14所示。
G30 P2 X(U)____ Z(W)____; 第二参考点返回,P2可省略
G30 P3 X(U)____ Z (W)____; 第三参考点返往返
G30 P4 X(U)____ Z(W)____; 第四参考点返回
 手工编程
手工编程 第二、第三和第四参考点返往返中的X(U)、Z (W)的含义与G28中的相同。
如图3-14所示为刀具返回参考点的过程,刀具从当前位置经过中间点(190,50)返回参考点,其指令为:
G30 X190 Z50;
G30 U100 W30;
G00 快速移动
G01 直线插补
G02 顺时针圆弧插补
G03 逆时针圆弧插补
G04 暂停,精确停止
G17 选择XY平面
G18 选择ZX平面
G19 选择YZ平面
G20 英制
G21 公制
G28 返回参考点
G40 取消刀具半径补偿
G41 刀具半径左补偿
G42 刀具半径右补偿
G43 刀具长度正向补偿
G44 刀具长度负向补偿
G49 取消刀具长度补偿
G54---G59 工件坐标系
G73 深孔转削固定循环
G74 反螺纹攻丝固定循环
G76 精镗固定循环
G80 取消固定循环
G81 钻削固定循环
G82 钻削固定循环
G83 深孔钻削固定循环
G84 攻丝固定循环
G85 镗削固定循环
G86 镗削固定循环
G87 反镗固定循环
G88 镗削固定循环
G89 镗削固定循环
G90 绝对指令编程
G91 增量指令编程
G98 固定循环返来回初始点
G99 固定循环返回R点
附表<2>
指令 功能 备注
M00 程序停止
M01 有条件停止
M02 程序结束
M03 主轴正转
M04 主轴反转
M05 主轴停止
M06 换刀
M08 冷却液开
M09 冷却液关
M30 程序结束并返回程序头
M98 调用子程序
M99 子程序结束返回/重复执行 三.对刀建立工件坐标
当零件装夹完成后,即可用试切法进行对刀。对刀时刀具在工件上所处位置应根据编程零点来确定。如编程零点在图形对称中心,则对刀时刀具中心应处在工件对称中心具体方法有精确对刀和非精确对刀两种。
用试法对刀,就是在工件装夹好并装上刀具后用手**作,移动刀具,使刀具与工件的前(后),左(右)和工件的上表面作微量的切削。分别记下刀具现在所处的机床坐标值,然后对这些数据作相应的处理就可以设定工件坐标系了。
<1> 精确对刀:
必须借助工件上的基准面作为对刀面,用试切法入行对刀。然后进行相应的数据处理。例如要准确找到一长方形工件的对称中心,则需要对任意长边和任意短边进行试切,记下机床机械坐标相应的X值和Y值然后以公式X±(L/2+r)和Y±(W/2+r)入行数据处理后,分别输入到 内的工件坐标中,最后在工件表面进行Z值对刀和设定。
精确对刀方法的一种方法如图:
(注:如图所示根据刀具所处位置,则公式中X和Y分别用+,否则用-。公式中L表示工件中长,W表示工件总宽,r表示刀具半径)
<2> 非精确对刀:
如加工工件时零件要求不严,则只需要对工件的对刀点进行大概的测量和标识,然后直接进行对刀,最终把机床机械坐标的x,y,z值分别输入到工件坐标系中。
<3> 对刀的步骤:
1) 首先把机床方式选择旋钮放在手轮方式下,然后移动刀具使刀具缓慢靠向工件,在开启主轴。
2) 缓慢移动Z轴到工件表面上方,然后负方向移动Z轴,使刀具在工件表面进行微量切削。把此时机械坐标中的Z值记下来输入到工件坐标系中。
3) 在移动X轴或Y轴,如上图在工件基准面进行微量切削,然后根据上图和相应的公式入行数据处理。(注:这个数据必须是机床机械坐标中的X或Y值)然后把所得到的数据输入到机床工件坐标系中。
4) 对刀完成后应把主轴停下来,然后返回参考点
徧置的设定:
徧置量设定的操做步骤如下:
<1>按 主功能键。
<2>按 键或屏幕下方的软件键,显示所需要的页面。
<3>用 输入数据,然后进行检查。
加工操作
<1> 自动运行操作
程序运行步骤:
1) 选择要运行的程序,检查程序。
2) 将方式开关置于自动运行 位置。
3) 在 页面按检视软件键。
4) 打开单程序段开关。
5) 按循环启动按钮 此按钮灯亮,程序开始自动执行。
6) 每执行完一句程序,必须再次按下循环启动按钮。直到程序执行完。
 关注微信
关注微信