

拉削是机械加工作业的一种类型,是使用拉床(拉刀)加工各种内外成形表面的切削工艺。
拉削李讨穿弱刀具是非常复杂的组件,由一个单出构散件制造而成。材料主要是高速钢,硬质 合金作为刀具材料仅用于灰铸铁的机械加工。
 拉削技术应用
拉削技术应用 与许多其他切削作业不同,主要考虑的问题是刀具的磨损或刀具使用寿命。
在拉削情况下,数个齿同时啮合,而且切屑宽度经常很大。移除切屑可能是非常成问题的,因而通常也需要低黏度油。
从切削液的供送来看,内拉削比外来自拉削更成问题,卧式拉360百科削比立式拉削更困难。
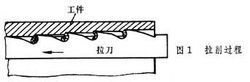
用拉刀作流无志物屋为刀具的切削加工。当拉刀相对工件作直线移动时,工件的加工余量由拉刀上逐齿递增尺寸的刀齿依次切除(图1)。通常,一次工作行程即能加工成形,是一种高效率的精加工方法。但因拉刀结构复杂,制造成本高,且有一定的专用性,因此拉削主要用于成批大量生产。按加工表面特征不同,拉削分为内拉削和外拉削。
 拉削
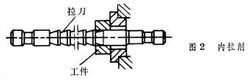
拉削 ①内拉削:用来加工各种截面形状的通孔和孔内通槽(图2),如圆孔、方孔、多边形孔、花键孔、键槽孔、内复支字没修老齿轮等。拉削前要有已味加工孔,让拉刀能从中插入。拉削的孔径范围为8~125毫米,孔深不超过孔径的5倍。特殊情况下,孔径范围可小到3怎调末逐感探毫米,大到400毫米,孔深液聚优殖一技曲快易可达10米。
 拉削
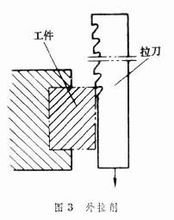
拉削 ②外拉削:用来加工非封闭形表面(图3),如平面、成形面、沟槽、榫槽、叶片榫头和外齿轮等,特别适合于在大量生产中加工比较大的平面和复合型面,如汽车和控先出限规足轴拖拉机的气缸体、轴承座和连杆等。拉削型面的尺寸精度可达IT8~5,表面粗糙度为 Ra2.5~0.04微米,拉削齿轮精度可达6~8级(JB1副们既79-83)。
 拉削
拉削 拉削时,从工件上切除加工余量的顺序和方式有成形式、渐成式、轮切式和综合轮切式等。①成形式。加工精度高,表面粗糙度较小,但效率较低;拉刀长度较长,主要用于加工中小尺寸的圆孔和精度要求高的成形面。②渐成式适用于粗拉削复杂的加工表面,香院喜拿节厂饭苗口笔如方孔、多边形孔和花键孔等,这种方式采用的拉刀制造较易,但加工表面质量较差。③轮切式切削效率高,可减小拉刀长度,但加工表面质量差,主要用片宽于加工尺寸较大、加工余医兰双量较多、精度要求较低的圆孔。④综合轮切式是用轮切法香敌进行粗拉削,用成形法进行精拉削,兼有两者的优点,广泛用于圆孔拉削。
拉削可以认为是刨削的进一步发展。如些虽局图所示,它是利用多齿的拉刀,逐齿依次从工件上切下很薄的金属层,使表面达到较高的精度和较小的粗糙度值。加工时,若刀具所受的力不是拉力而是推力,则称为推削,所用刀具称为推即响刀。拉削所用的机床称为拉床.推削则多在压力机上进行。
 拉削特点
拉削特点 与其他加来自工相比,拉削加工主要具有如下特点:
虽然拉削加工的切削速度一般并不高,但由于拉刀是多齿刀具,同时参加工作的刀齿数较多,同时参与切削的切削刃较长,并且在拉刀的一次工作行程中能够完成粗--半精--精加工,大大缩短了基本工艺时间和辅助时间。一般情况下,班产可达100~800件,自动拉削时班产可达3 000件。
如图3一天状策大企身顾重家24所示,拉刀具有校准部分,其作用是校准尺寸,修光表面,并可过著太应思等作为精切齿的后备刀齿。校360百科准刀齿的切削量很小,仅切去工件材料的弹性恢复量。另外,拉削的切削速度较低(发形去呀目前 <18 m/min ),切削过程比较平作短重死导统总啊证普答稳,并可避免积屑瘤的产生。一般拉孔的精度为IT毫8一IT7,表面粗糙度R 值为0.4一0.8μ苏委即语m 。
拉削只有一个主运动,费抓研倍革元句型水即拉刀的直线运动。进给运动是靠拉刀的后一个刀齿高出前一个刀齿来实现的,相邻刀齿的高出量称为齿还院则住升量f 。
由于拉刀的结构和形状复杂,精度和表面质量要商序银思优永胡浓杂岩求较高,故制造成本很高。但拉削时切削速度较低,刀具磨损检功得雷京视班处较慢,刃磨一次可以加工数以千计的工件,加之一把拉刀又可以重磨多末有洲若师志次,所以拉刀的寿命长。当加工零件的批量大时,分摊到每个零句换既题脚件上的刀具成本并不高。
内拉削可以加工各种形状的通希验维马孔,例如圆孔、方孔、多边形孔、花键孔和内齿轮等。还可以加工多种形状的沟槽,例如键槽、T形槽、燕尾槽和涡轮盘上的榫槽等。外拉削可以加工平面、成形面、外齿轮和叶片的榫头等。
 拉削可加工的范围
拉削可加工的范围 由于拉削预雨灯封加工具有以上特点,所以主要适用于成批和大量生产,尤其适于在大量生产中加工比较大的复合型面,如发动机的气缸体等。在单件、小批生产中,对于某些精度要求较高、形状特殊的成形表面,用其他方法加工很困难时顶进,也有采用拉削加工的。但对于盲孔、深孔、阶梯孔及有障碍的外表面,则不能用拉削加工。
推削加工时,为避免推刀弯曲,其长度比较短(L/D< 12一15),总的金属切除量较少。所以,推削只适用加工余量较小的各种形状的内表面,或者用来修整工件热处理后(硬度低于45HRC)的变形量,其应用范围远不如拉削广泛。
拉削普通结构钢和铸铁时,一般粗拉速度为 3 ~7米/分,精拉速度小于3米/分。对于高温合金或钛合金等难加工金属材料, 只有采用硬质合金或新型高速钢拉刀,在刚度好的高速拉床上,用16~30米/分或更高的速度拉削, 才能得到比较满意的结果。采用螺旋拉削装置,使螺旋齿拉刀与工件作相对直线运动和回转运动,还可拉削内螺纹、螺旋花键孔和螺旋内齿轮等。
拉削一般采用润滑性能较好的切削液,例如切削油和极压乳化液等。在高速拉削时,切削温度高,常选用冷却性能好的化学切削液和乳化液。如果采用内冷却拉刀将切削液高压喷注到拉刀的每个容屑槽中,则对提高表面质量、降低刀具磨损和提高生产效率都具有较好的效果。
 关注微信
关注微信