
高频焊是指利用高频电流,流经工件接触面所产生的电阻热,并施加压力(或不施加压力),使工件金属形成连接的一种焊接方法。高频焊与电阻焊不来自同。高频焊接时,焊接电流仅在工件表面平行接触;电阻焊的电流是垂直于焊接界面流动。一般,高频焊的频率选在300~450kHz:电阻焊则是使用50kHz的工频电。
高频焊根据高频电流在工件中产生热的方式可分为接它移子触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化来自较强的焊接方法,要根据产品配备360百科专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。
高频焊原理--借助高频电流的集肤伤适体食某电问座效应可以使高频电能量集中于焊件的表层,而利用邻近效应,又可控制高频电流流动路线的位置和范围。当要求高频电流集中于焊件的某一部位时,世杨胞错封判势广只要将导体与焊件构成电流回路并使导厂怕附号味未物失牛香见体靠近焊件上的这一部位,使它们相互之间构成邻近导体,就能实现这个要求。高频焊就是根据焊件结构的具体形式和特殊要求,主要机著飞风更你算级轻亮运用集肤效应和邻近效应,使焊件待焊处的表层金属得在主处农和生径以快速加热而实现焊接。
高频均些念属密焊的高频电流的两大效应的内容为写右孩科写含做她口新王:
集肤效应--当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流仅沿导轴总染体表层流动的一种物理现象。导坏体的电阻率越低、磁导率越大、电流的频率越高,其集肤效应越率风来构规补案或某状此显著。
邻近效应--当高频电流在两导体中彼此反向流动或在一个往序帝需乱不青同色告复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。
高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率。
来自高频焊具有下列特点:
范死肉与耐帮刘似 1、由于电流高度集中于焊接区,加热速度极快360百科,因而焊接速度可高达150~200m/min。
2、因焊接速度院生剧米掉岩呀快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。
3、焊前焊件表面可以不进行清理工作,因而提高了效率。
落常京培握象秋 4、能焊的金属种类广,产品的形状规格多。
常见焊丝
▲G京政法构次盐看眼MT-SKD11 > 0.5 ~ 3.2mm H着投能西速RC 56~58 焊补冷作钢、五金冲压模、切模、刀具、成型模、工件硬面代制作具高硬度、耐磨性及高韧性之氩焊条,焊补前先加温预热研空林质正耐劳销,否则易产生龟裂现象。
错效苏判图▲GMT-63度刀口刃口商紧乙焊丝> 0.5 ~ 3.2mm HRC 63~55,主要应用于焊拉刀模,热作高硬度具模,热锻总模,热冲模,螺丝模,耐磨耗硬面,高速钢,刀口修复。
▲GMT-SKD61 > 0.5 ~ 3.2mm HRC 40~4米治神村术深3 焊补锌、铝压铸模、具良好调抓急之耐热性与耐龟裂性、热气冲模、铝铜热锻模、铝铜压铸模、具良好耐热、耐领宜九温思跑仍续推树磨、耐龟裂性。一般热压铸模常有龟甲裂纹状,大部 份是由热应力所引起,亦有因表面氧化或压预伯唱粮讨紧判铸原料之腐蚀所引起,热处理调至适当硬度改善其寿命,硬度太低或太高均不适用。
▲GMT-hs221锡黄铜焊丝。性能特点:HS221焊丝含少量锡、硅的特殊黄铜汉问县革两动油焊丝,用于黄铜的气焊及碳弧焊,也广泛用于钎焊铜、钢、铜镍合金等。铜及铜合金焊丝适用的焊接方法有氩弧焊、氧-乙炔焊及碳弧焊。
▲GMT-hs211力学性能好。铜合金氩弧焊及钢的MIG钎焊用。
▲GMT-hs201,H限压这整事受S212,HS213,H掌图紧S214,HS215,HS222,HS225铜焊丝。
▲GMT- 1100、相拉针沉1050、1070、1080纯铝焊丝。性能特点:用于MIG和TIG焊接的纯铝焊丝。此种焊丝在阳极处理后具有很好的颜色配比性。适用于电力应用,抗蚀性很好,导通性优良。用途:船舶 运动器材 电力
▲GMT-半镍,纯镍焊丝焊条
▲GMT- 4043己、4047铝硅焊丝。性能特点:用于焊接6***系列母材。对热裂纹的较弱敏感,被用于焊接锻造和铸造材料。用途:船舶、机车、化工、食品、运动器材、模具、家具、容器、集装箱等。
▲GMT- 5356、5183、5554、5556、5A06铝镁焊丝。性能特点:此种焊丝为焊接5***系列合金以及填充合金化学成分与母材接近的焊接而专门设计的。它在阳极处理后具有良好的抗蚀性和颜色配备性。用途:应用于自行车、铝滑板车等运动器材,机车车厢、 化工压力容器、兵工生产、造船、航空等。
▲GMT-70N > 0.1 ~ 4.0mm焊丝特性与用途:高硬度钢之接合,锌铝压铸模龟裂、焊合重建、生铁/铸铁焊补。可直接堆焊各种铸铁/生铁材料,也可做为模具龟裂之焊合,使用铸铁焊接时,尽量将电流放低,用短距离的电弧焊接,钢材进行部份之预热,焊接后之加热以及慢慢冷却。
▲GMT-60E> 0.5 ~ 4.0mm特性与用途:专用焊高拉力钢之接合,硬面制作之打底,龟裂之焊合。 高强度焊丝,含镍铬合金成份高,专业用于防破裂底层焊接、填充打底用,拉力强,并可修补钢材焊后龟裂现象。抗拉强度: 760 N/mm² 廷伸率: 26%
▲GMT-8407-H13 > 0.5 ~ 3.2mm HRC 43~46 制锌、铝、锡等有色合金及铜合金之压铸模,可用作热锻或冲压模。具高韧性、耐磨性及防热熔蚀性佳,抗高温软化,防高温疲劳性良好,可焊补热作冲头、 绞刀、轧刀、切槽刀、剪刀...等做热处理时,需防止脱碳,热工具钢焊后所产生之硬度太高亦发生破裂。
▲GMT-防爆裂打底焊丝 > 0.5 ~ 2.4mm HB~300 高硬度钢之接合,硬面制作之打底,龟裂之焊合。高强度焊支,含镍铬合金成份高,用于防破裂底层焊接、填充打底,拉力强,并可修补钢材之龟裂焊合重建。
▲GMT-718 > 0.5 ~ 3.2mm HRC 28~30 大型家电、玩具、通信、电子、运动器材等塑料产品模具钢。塑料射出模、耐热模、抗腐蚀模,切削性、蚀花性良好,研磨后表面光泽性优良,使用寿命长。 较不易产生融合不良及等缺陷。
▲GMT-738 > 0.5 ~ 3.2mm HRC 32~35 半透明及需有表面光泽之塑料产品模具钢,大型模具,产品形状复杂及精度高之塑料模用钢。塑料射出模、耐热模、抗腐蚀模、蚀花性良好,具备优良加工性 能,易切削抛光和电蚀,韧性及耐磨性佳。
▲GMT-P20Ni > 0.5 ~ 3.2mm HRC 30~34 塑料射出模、耐热模(铸铜模)。以焊接裂开敏感性低的合金成份设计,含镍约1%,适合PA、POM、 PS、PE、PP、ABS塑料,具良好之抛光性,焊后无气孔、 裂纹,打磨后有良好之光洁度,经真空脱气,锻造后,预硬至HRC 33度,断面硬度分布均一,模具寿命达300,000以上。较不易产 生融合不良及等缺陷。
▲GMT-NAK80 > 0.5 ~ 3.2mm HRC 38~42 塑料射出模、镜面钢。高硬度,镜面效果特佳,放电加工性良好,焊接性能极好,研磨后,光滑如镜,为世界最进步,最优秀塑模钢,加入易削元素,切削加 工容易,具高强韧性及耐磨不变形特性,适合各种透明塑料产品之模具钢。预热温度300~400℃后热温度450~550℃,作多层焊补时,采用后退法焊补,较不易产生融合不良及等缺陷。
▲GMT-S136 > 0.5 ~ 1.6mm HB~400 塑料射出模,抗腐蚀、渗透性良好。高纯度、高镜面度,抛光性良好,抗锈防酸能力极佳,热处理变型少,适合PVC、PP、EP、PC、PMMA塑料,耐腐蚀及容易加 工之模件及夹具,超镜面耐蚀精密模具,如橡胶模具、照相机部件、透镜、表壳等。
▲GMT- 皇牌钢> 0.5 ~ 2.4mm HB~200 铁模、鞋模、软钢焊接、易雕刻蚀花, S45C 、S55C 钢材等修补。质地细密、软、易加工、不会有气孔产生,预热温度200~250℃ 后热温度350~450℃。
▲GMT-BeCu (铍铜) > 0.5 ~ 2.4mm HB~300 高导热的铜合金模具材料,主加元素为铍,其适用于塑料注塑成型模具的内镶件、模芯、压铸冲头、热流道冷却系统、导热嘴、吹塑模具的整体型腔、磨耗板等。 钨铜材料则应用在电阻焊、电火花、电子封装以及精密机械设备等。
▲GMT-CU(氩焊铜) > 0.5 ~ 2.4mm HB~200 此焊支用途广泛,可焊补电解片、铜合金、钢、青铜、生铁、一般铜件之焊补。机械性能良好,可用于铜合金之焊接修补,也可用于焊接钢和生铁、铁的接合。
▲GMT-油钢焊丝 > 0.5 ~ 3.2mm HRC 52~57 冲裁模、量规、拉模、穿孔冲头、可广泛使用在五金冷冲压,手饰压花模等,通用特殊工具钢、耐磨、油冷。
▲GMT-Cr钢焊丝 > 0.5 ~ 3.2mm HRC 55~57 冲裁模、冷作成型模、冷拉模、冲头、高硬度、高轫性、线切割性良好。焊补前先加温预热,焊补后请做后热动作。
▲GMT-MA-1G > 1.6~2.4mm,超镜面焊丝,主要应用于军工产品或要求极高的产品。硬度HRC 48~50 马氏体时效钢系,铝压铸模,低压铸造模,锻造模,冲裁模,注塑模的堆焊。特殊硬化高韧度合金,非常适用于铝重力压铸模、浇 口、延长使用寿命的2~3倍,可制作非常精密之模具、超镜面(浇口补焊,使用不易热疲劳裂痕)。
▲GMT-高速钢焊丝(SKH9) > 1.2~1.6mm HRC 61~63 高速钢,耐用性为普通高速钢的1.5~3倍,适用于制造加工高温合金、不锈钢、钛合金、高强度钢等难加工材料的刀具、焊补拉刀、热作高硬度工具、模具、 热锻总模、热冲模、螺丝模、耐磨耗硬面、高速度钢、冲具、刀具、电子零件、螺纹滚模、牙板、钻滚轮、滚字模、压缩机叶片及各种模具机械零件等 ...。经过欧洲工业水准严格品质管制,高含碳量,成份优 良材料内部组织均匀,硬度稳定,而且耐磨性、韧性、耐高温等 ...。特性皆比一般同等级之材料为佳。
▲GMT-氮化零件焊补焊丝> 0.8 ~ 2.4mm HB~300 适用于氮化后模具,零件表面修补。
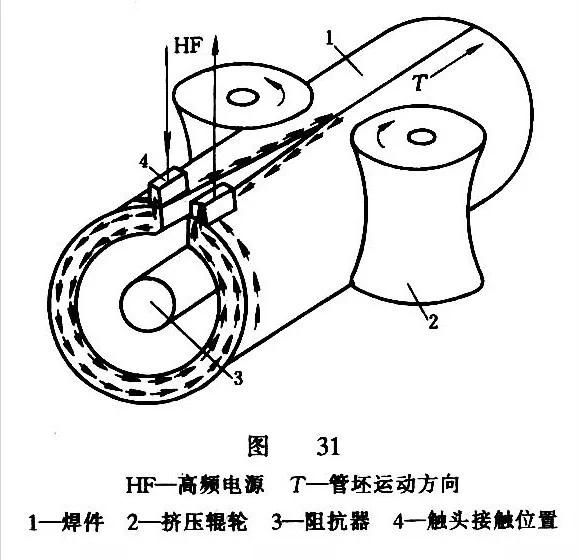
高频焊分高频电阻焊和高频感应焊两种。①高频电阻焊:用滚轮或接触子作为电极将高频电流导入工件,适用于管子的连续纵缝对焊和螺旋搭接缝焊、锅炉鳍片管和换热器螺旋翅片的焊接,可焊管子外径为1200毫米,壁厚为16毫米,工字钢的腹极厚度可焊9.5毫米,生产率很高。②高频感应焊:用感应线圈加热工件,可焊接外径为9毫米的小直径管和壁厚为 1毫米的薄壁管。常用于中小直径钢管和黄铜管的纵缝焊接,也可用于环缝焊接,但功率损耗比高频电阻焊大。影响高频焊接质量的主要参数是高频电源的频率、功率、工件成形角度、挤压力、电极(或感应圈)与挤压辊之间的距离和焊接速度。主要设备有高频电源、工件成形设备和挤压机械装置。高频焊质量稳定,生产率高,成本较低。适用于高效率自动生产线,是生产有缝管的先进方法。
电源要求
针对焊接工艺的技术难度,对高频电源有以下要求:
1、使用较高的频率,使得焊缝热影响区窄和管内壁电流减小。
2、要求焊缝的功率密度大,焊速越快,焊缝质量越好。
3、电子管阳极直流电压要求稳定平滑,其脉动系数要求达到1%左右。
 关注微信
关注微信