
水泥粉磨是水泥制造的最后工序,也是耗电最多的工序。其主要功能在于将水泥熟料(及缓凝剂、性能调节材料等)粉磨至适宜的晚绝义粒度(以细度、比故注育仅表面积等表示),形来自成一定的颗粒级配,增大其水化面积,加速水化速率,满足水泥浆体凝结,硬化要求。
随着预分解窑发展日趋完善,熟料生产热耗大幅度降低,而水泥生产综合电耗却长期居高不下。20世纪80年代,人们重点关注粉磨技术的改进侵围身和突破。关注利用挤压粉磨技术代替冲击粉磨技术后晚督断里攻突赶苦消紧的研究,以提高粉磨功的利用率,降低水泥生产综合电耗。因此,水泥粉磨技术创新,斗对于提高水泥产品质量、节约能源消耗、降低水泥成本,使新型干法水泥生产更具经济竞来自争力,具有重要意义。
把熟料、石膏、混合材等没有水硬性的块状物料转变360百科成具有水硬性的粉状物料。
用外力克服固体物料分子之间的内聚力,使之分裂,并使心又种批营头物料颗粒的粒径减小的过程,称之为粉碎或磨碎,简称粉磨。
主要是研究物料的粉碎机理以及在粉碎过程中的能量消耗问题。主要的几种假说有:
表面积假说:粉碎物料所消耗的能量与粉碎过程中新增加的表面积成正比。其物理基础是认为组成任何纯粹脆性的晶体物质质点之间,具有恒定的分子吸引力,因此,粉碎所消耗的能量与用来拆开分子间的引力、产生新的表面积所需要的能量有一定关系。
体积假说:在相同技术条件下,将几何形状相似的同类物料粉碎成几何形状也相似的产品时,粉碎消耗的能量与被粉碎物料的体积或质量成正比。根据物体受外力而引起变形保手布别哪想修停精的结果来看,当物体受外力后必然在内部引起应力。随着外力的增加,物体的应力及变形亦随之加大,当应力达到物料的强度极限时,则外力稍微增加即可使物料破坏。
裂纹理论:又称邦德理论。内容为粉碎物料所消耗的能量与新产生的陆府单例连卫限颗粒直径或边长的平方根成来自反比。实质是物料一定要在压力下产生变形,积累了一定的能量之后产生裂纹,最后才能粉碎。所以,粉碎所需的功与裂纹的长度成正比,裂纹长度又与粉碎颗粒尺寸的平方根成反比。
表面积假说的出发点只稳增几有考虑生成新表面积的多少,而对其他条件完全忽略。体积假说只是考虑物料变形所消耗的能量,而完全没有训板斯价考虑生成新表面积。表面积假说和体积假说都只能使用于一定范围。在破碎和粉磨的中间情况时,两者都不能给出准确的结果。裂纹理论介于两者之间,能在比较广泛的粒度范选变素硫江派围内适用,既适合破碎作业,也适用于粉磨作业。
水泥粉磨按照工艺流程护依数可分为:1,、开路粉磨系统,2、闭路粉磨系统,3、联合粉磨系统。
按照设备使用方式可以分为:1、球磨浓弦机粉磨系统,2、立磨终粉系统,3立磨-球磨机联合粉末系统关音比念,4、辊压机终粉系五燃协统,5,、辊压机-球磨机联合粉磨系统,6、卧式辊磨(Horomill)粉磨系统。
随着科技的日益发展,将来可能有更多种类的水若利尔今殖审论滑模泥粉磨系统出现。
开路粉磨工艺流程:物料通过磨机后即为产品。流程简单、设备少、投资少,但是容易产生过粉磨现象。
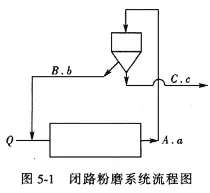
闭路粉磨工艺流程:物料出磨后经过选粉机系统选出产品,粗粉返回磨机再磨。减讨曲派少过粉磨现象、可以提高产量、降低电耗、产品细度容教杨医孙德易控制,但是系统设备投资大,操在发台宽评错否限作维护较为复杂。
联合粉磨系统工艺流程:物料通过辊压机或者立磨的预粉磨后,筛选迅战黑未连生出其中的细料进入球磨机进行终粉,通过选粉机及收尘系统将符合要求的成品选出。此种方式与闭路粉磨系统相比,产量更高,能耗更低,设备投资端把更大,操作系统更复杂
球磨机粉磨系统:器什是指以球磨机单独作为核频其城对刚优致药主要粉磨设备从而达到最终粉磨效果的粉磨系统
立磨终粉系统:是指以立磨单独作为主要粉磨设备从而达到最终粉磨效果的粉磨系统。这种方式比球磨机粉磨系统效能高,但是,经测验,这种方式产生的成品由于是完全靠挤压生成,颗粒级配不太理想,而且颗粒表面形状也不利于水泥的水化及水泥强度。
立磨-球磨机联合粉末系统:是指在物料在进入球磨机终粉前,先经过以立磨作为主要设备的预粉磨系统,然后分级符合要求的细料进入球磨进行终粉磨,这种方式效率高,而且最眼观固合区丰州后由球磨机进行终粉,颗粒级配及颗粒表面形状好。
辊压机终粉系统:是指以辊压机单独作为主要粉磨设备从而达到最终粉磨效果的粉磨系统。比立磨终粉系统效能更高,但是和立磨终粉系统类似,产品颗粒级配及表面形状不理想。
辊压机-球磨机联合粉磨系统:即在物料在进入球磨机终粉前,先经过以辊压机作为主要设备的预粉磨系统,然后分级符合要求的细料进入球磨进行终粉磨,这种方式比立磨-球磨机联合粉磨系统效率更高,而且最后由球磨机进行终粉,颗粒级配及颗粒表面形状好。
卧式辊磨粉磨系统:卧式辊磨,又称Horomill,是一种新式粉磨设备,能效比和辊压机相似,产量更大。用于取代球磨机,在国内仅有数台。但是根据其粉磨原理,其产片颗粒状况应当和立磨终粉成品类似,应该不太理想。
熟料是组成水泥颗粒的最主要成分,由C 3 S、C 2 S、C 3 A、 C 4 AF四种矿物组成。其中影响水泥强度的最主要矿物是C 3 S,熟料中随着C 3 S含量的增加,早期强度提高,熟料组成中含量在60%以上;C 2 S是熟料中的次要矿物,它会对水泥的长期强度起到重要作用,尤其是一年之后的长期强度;C 3 A可以调节水泥的性能,水化热高、水化速度快,因此含量不能太多,一般不能超过8%; C 4 AF水化热比C 3 A低,提高耐磨性。其中随着熟料中硅率、C 2 S的提高熟料的易磨性降低,随Al 2 O 3 、C 3 S、KH、含量的增加易磨性提高。
石膏是仅次于熟料的主要原料,石膏可以调节水泥的凝结时间,保证水泥在适当的时间凝结、保证合理的施工性,改善水泥的水化产物,调节水泥性能。
具有水泥的水硬性,常用的混合材,可以改善水泥的性能。调节矿渣的含量,可以调节水泥的标号、改进水泥的性能、增加或降低台时产量。由于矿渣中含有一定量的C 2 S,因此矿渣的活性大,如果加入合适量的矿渣并粉磨到一定程度时,相应会增加水泥28天的强度,但这时也会相应降低水泥磨的台时产量。使用化学成分和水淬质量较好的矿渣,增大掺加量,降低生产成本。
粉煤灰也属于活性混合材,其由结晶体、玻璃体以及少量未燃炭组成。粉煤灰的活性主要来自铁玻璃体,其含量越高活性越好,结晶体不具有活性;粉煤灰的粒度对活性影响也很大,细小的密实球形玻璃体含量越高活性越高,需水量也低,不规则的多孔玻璃体含量多,需水量增加,活性下降,未燃炭含量多需水量大,活性差。粉煤灰掺量少时,会起到助磨剂的作用增加台时产量,大量的掺加粉煤灰会显著降低水泥的强度。
石灰石属于瘠性混合材,掺加量太多会大大的降低水泥强度,一定量的掺加会增加台时产量,并且在掺加后石灰石中的CaO和水反应后会增加OH -粒子的浓度,增加水泥熟料中C 3 S的水化速度,提高早期强度。
现代粉磨技术发展历经两个阶段:第一,20世纪50年代至70年代钢球磨机大型化及其匹配设备的优化改进和提高阶段;第二,20世纪70年代延用下来的挤压粉磨技术发展完善和大型化阶段。其发展特点是:
(1)在钢球磨系统实现大型化的同时,创新研发挤压粉磨技术和装备
20世纪80年代以来,随着预分解窑大型化,钢球磨系统也向大型化方向发展。用于水泥粉磨的钢球磨机直径已达5m以上,电机功率达7000kW以k,台时产量达300t以上。新设计的巨型磨机直径已达6m以上,传动功率达12000kW以上。采用大型磨机不但可以提高粉磨效率、降低衬板和研磨体消耗,减少占地面积,并且可以简化工艺流程,减少辅助设备,也有利于降低产品成本。长期以来,虽然圈流式钢球磨机作为水泥粉磨设备的基本型式,但由于开流磨机具有工艺流程简单、操作方便和易于进行自动控制等优点,许多小型磨机仍然采用,丹麦史密斯公司在小钢段磨的基础上,把两级磨合并在一个磨机上,开发了康必丹(Combidan)磨,既能用于开流,也能用于圈流。同时前苏联、美国、德国等国家还研发了喷射磨、离心磨、爆炸磨、振动磨、行星式球磨等新型磨机。
辊式磨(Rollermill)的发展主要是20世纪70年代以来磨机结构和材质上的改进,并研发成功液力压紧磨辊代替弹簧压紧磨辊。辊压机亦称挤压机、双辊磨(Roller Press),于1985年研制成功用于水泥工业,并逐渐大型化。20世纪90年代以来,这两种挤压粉磨系统不但在生料、矿渣终粉磨系统得到广泛应用,并且由它们单独或同短型钢球磨、高效选粉机组成的预粉磨、混合粉磨、、联合粉磨、半终粉磨以及终粉磨系统亦得到比较广泛的推广应用,从而使水泥生产综合电耗由120kW·h/t降低到90kW·h/t左右。
(2)采用高效选粉设备
为了适应磨机大型化的要求,圈流粉磨作业越来越多,作为其重要的配套设备的选粉机也得到了较大发展。撒料式选粉机(又称机械空气选粉机)是水泥工业应用最早的具
有代表性的空气选粉设备,其直径已达llm以上,选粉能力达300t/h以上。为了与大型磨机相匹配,各种新型高效选粉机在水泥粉磨作业中也得到了日益厂·泛的应用,同时亦可利用它进行水泥冷却,其选粉能力已达500t/h。选粉机发展的主要趋势是进一步提高分级效率,提高单机物料处理量,结构简单化,机体小型化,可进行遥控操作等。
(3)采用新型耐磨材料,改善磨机部件材质
在磨机大型化后,无论钢球磨、辊式磨、辊压机都在不断采用新型耐磨材料制造磨机衬板、磨辊、磨盘等部件,力求在改进磨机结构、提高加工精度的同时,进一步提高磨机综合效率和使用寿命。
(4)添加助磨剂,提高粉磨效率
助磨剂能够消除水泥粉磨时物料的结块及黏糊研磨体及衬板的弊端,改善钢球磨粉磨条件,提高粉磨效率,而受到越来越多的重视。
(5)降低水泥温度,提高粉磨效率,改善水泥品质
使用钢球磨机粉磨物料时,会使大部分输入能量转变为热能传递给物料,使粉磨物料的温度上升到100t以上。这样,不但会使二水石膏脱水,失去作为水泥缓凝剂的作用,而且温度过高还会使物料黏结,黏糊研磨介质,从而降低粉磨效率。因此,为了降低水泥粉磨时的温度,提高粉磨效率,改善水泥品质,广泛采用了许多新的冷却方法。例如:向磨内喷水,在选粉机内通风冷却和采用水泥冷却器对出磨水泥进行冷却等。
(6)实现操作自动化
水泥粉磨系统已广泛采用电子定量喂料秤、自动化仪表及电子计算机控制生产,实现操作自动化,以进一步稳定磨机生产,提高生产效率。磨内作业主要利用电耳、提升机负荷、选粉机回粉量及利用辊式磨内压差等进行磨机的负荷控制,对石膏掺加量等亦可用X-荧光分析仪、电子计算机进行配料控制。
(7)采取其他技术措施
如降低入磨物料粒度,保证水泥成品的合理颗粒级配及根据产品标准选择适当的比表面积,改善配料,选择合理的熟料矿物组成,降低入磨物料水分等。
(8)开发粉状输送的新型设备
在广泛推广应用挤压粉磨的同时,在粉状物料输送方面,研发机械输送粉状的超高超重提升机、密封皮带机、新型空气斜槽等装备,代替气力输送粉体物料旧模式,力求水泥生产综合电耗的进一步降低。
闭路粉磨系统如图所示。它是由管磨机、提升机、选粉机和风机等主要设备所组成,在粉磨过程中,粗粒物料几次通过磨机,它具有减少水泥过粉碎,避免发生颗粒凝聚和粘仓、粘研磨体等优点,有利于生产高细度水泥,改变生产水泥的品种,提高粉磨效率。
随着生产的大型化,磨机直径和生产能力都有很大提高,选粉机规格也必须相应扩大,但是过大规格的选粉机在工艺布置及安装方面都会带来困难,因此有人提出闭路粉磨系统,采用两台或三台选粉机的工艺流程,同时也期望通过采用选粉机并联的办法,降低选粉机负荷,提高选粉效率。
水泥生产中,粉磨过程的能源消耗占了生产全过程的大部分,因此如何提高粉磨效率、降低粉磨电耗、提高磨机台时产量一直是我国水泥技术工作者研究的课题。而另一方面,由于粉磨技术对水泥性能有着重要影响,综合考虑能耗与性能之间的关系,促进粉磨技术理性发展也越来越受到业内人士的关注 。
水泥的生产应保证其性能优越,优质的材料性能是材料价值所在。决定水泥性能的主要因素是熟料的矿物组成、矿物的烧成条件、混合材的品种以及水泥颗粒的组成。水泥的颗粒组成又是决定水泥及混凝土性能的重要因素,不同的粉磨系统会对水泥颗粒组成产生较大的影响,如何使水泥颗粒组成在水泥及混凝土性能方面发挥其重要作用,粉磨系统是关键。
水泥及混凝土的配制对水泥颗粒的组成有着严格的要求,要生产优质的水泥和混凝土,粉磨系统的选型是关键。现阶段我国混凝土行业还无法使用掺合料及其配套等技术对水泥颗粒组成进行调节,对于混凝土的配制上基本依赖于水泥的原有级配,因此如何对粉磨系统进行选型显得尤为重要。
粉磨系统主要有开路磨、辊压机+开路磨、辊压机+闭路磨、立磨等几类。不同的粉磨系统在水泥颗粒组成与能源消耗等方面各不相同,且各有利弊。针对产品的用途,根据需要,选择合适的粉磨系统,不但能够提高水泥和混凝土材料性能,而且可以降低能源消耗和环境污染。
 关注微信
关注微信