
0、本章大纲
概览
过程项的功能
过程步骤/工步的功能 vs 产品特性
过程工作要素的功能 vs 过程特性
特殊特性及管理
PFMEA执行步骤三之输出物
常见不符合项
1、概览
目的:过程功能分析旨在确保产品/过程的预期功能/要求得到妥善分配
过程功能分析的主要目标:
产品或过程功能可视化
将要求或特性与功能关联
工程团队(系统、组件和安全)之间的协作
失效分析步骤的基础
功能
过程功能:描述了过程项或过程步骤或过程工作要素的预期用途。每个过程项或过程步骤或过程工作要素均可能具备多个过程功能(AIAG FMEA第四版只是笼统地关注“过程功能”,并没有细分结构分析三要素的功能)
在功能分析开始前,需收集的信息可能包括但不限于:产品和过程功能、产品/过程要求、制造环境条件、周期、职业或操作人员安全要求、环境影响等。在定义功能分析所需的“正面”功能和要求时,此类信息至关重要
过程功能的描述需清晰准确:
推荐的短语格式为:一个“行为动词”后加一个“名词”,表示可测量的过程功能(“做这个”“到这个”)
功能应该是“现在时态”,并使用动词的基本形式(如:加工、检测、交付、包含、控制、组装、传输)
过程项、过程步骤/工步的描述为动名词或动名词短语,本身就代表其功能
示例:钻孔、涂胶、插销、焊接支架
2、过程项的功能
过程项的功能从较高级别开始描述,并在结构分析中引用过程项。作为一项高级别描述,过程项可考虑以下功能:内部功能、外部功能、顾客相关功能和/或最终用户功能
示例:装配组件
3、过程步骤/工步的功能 vs 产品特性
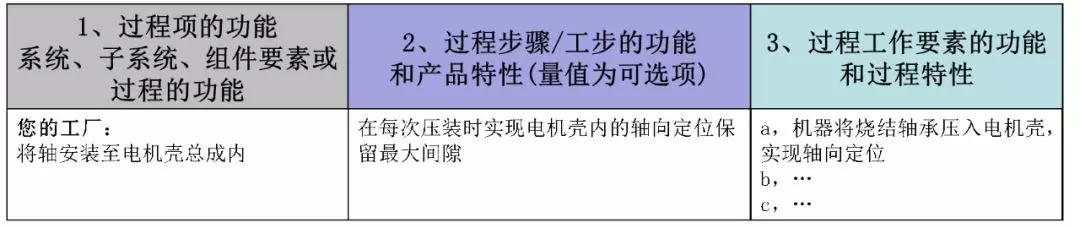
过程步骤/工步的功能描述了在工位上产生的最终产品特征。如:将烧结轴承压入电机壳
过程功能产生产品特性。产品特性是产品的区别特征(或量化属性),是过程步骤/工步功能的量化特征。例如,轴的直径或表面处理状态
PFMEA的过程要求被描述为产品特性
产品特性(过程要求)与执行过程功能的绩效有关,是可判断或测量的,应使用专业语言、具体且单一地描述方式。产品特性展示在产品图纸或规范文件中,例如:几何结构、材料、表面处理状态、涂装等
产品特性(AIAG FMEA第四版称为“过程要求”)一般包括以下4类:
明示要求:设计文件包括法律要求(例如:无铅材料)、行业要求(例如:螺纹等级)、顾客要求(例如:数量)和内部要求(例如:零件清洁度),Xp/Xpk等
隐含要求:如端面不得有目视毛刺、外圆不得有磕碰伤或划伤等
技术要求:如外径、位置度、钻孔数量、材质、重量、金相等级、间隙等。
管理要求:如不得混料、不得漏工序,遵守FIFO、零星不合格品批请班清、正确的开机/关机顺序、按工艺卡规范正确设定相关设备参数等等
重要产品特性/顾客接口特性,以及顾客曾经抱怨过的明示或技术特性,或顾客要求时100%成品气泡图产品特性,必须进行PFMEA分析
顾客曾经抱怨过的,或历史内外部统计分析之TOP 5的明示/技术、隐含/管理要求,一般必须进行识别和PFMEA分析
产品特性可在产品制造后测量(例如:间隙)。产品特性可能源于性能要求,例如:法律要求(雨刮器性能)。在上述情况下,应首先列出可测量的产品特性,然后是性能要求。在PFMEA表格中,具体量值为可选项
产品特性,可以从各种外部和内部来源获得
法律要求,例如:遵循指定的健康安全和环境保护条例
行业规范和标准,例如:ISO 9001、VDA6.3过程审核、SAEJ标准
顾客要求,符合顾客规范,例如:满足要求的质量,根据时间x和数量y(输出z/小时)制造和提供产品
内部要求,产品制造在工艺周期内、符合预期的生产成本(例如:设施可用性、不良品数量有限、无纠正工作)、生产系统原则、过程质量和清洁度说明
4、过程工作要素的功能 vs 过程特性
过程工作要素的功能反映了过程工作要素对创建过程/产品特性的过程步骤的贡献
示例1:(操作人员)从滑槽手动获取烧结轴承
示例2:(操作人员)用力将烧结轴承压入电机壳
过程特性
过程特性指确保通过过程实现产品特性的过程控制。过程特性可展示在制造图纸或规范(包括:工艺卡、操作手册、调试手册、防错验证程序等)中
过程特性可以在产品制造过程中测量或监视(例如:压力、温度、主轴转速等)
在PFMEA表格中,具体量值为可选项
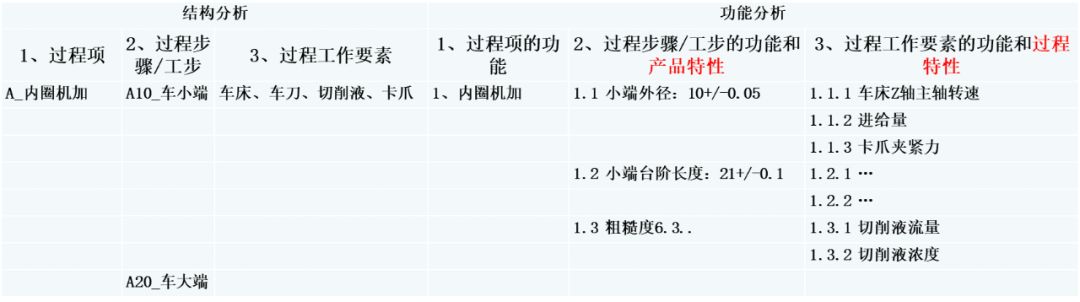
每个过程步骤/工步必然存在若干个产品特性;有产品特性必然有其对应的过程特性;一个产品特性可能包括若干个过程特性
过程特性与对应的产品特性之间存在必然的直接的因果关系
描述过程特性时必然引用结构分析三要素之一“过程工作要素”(6M)
举例1:
5、特殊特性及管理
特殊特性包括重要产品特(包括顾客接口特殊)及其对应的至少一个关键控制特性(KCC)。每个项目/产品或产品组都应建立【特殊特性清单】
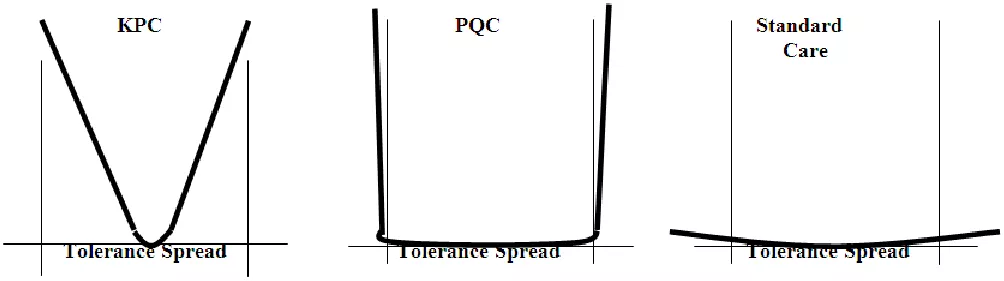
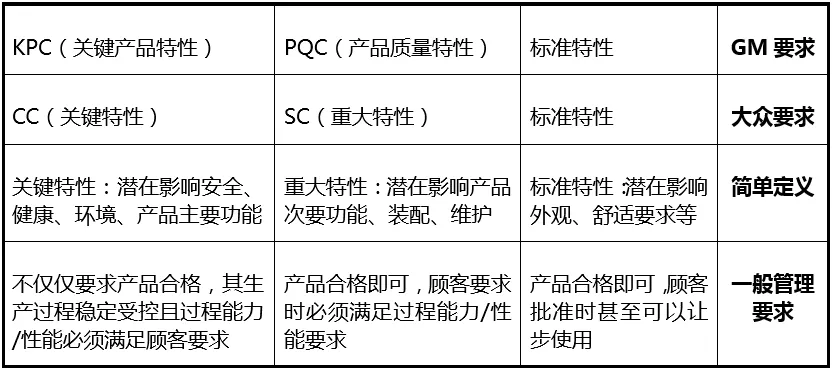
所有产品特性一般分为三种,依据的是该产品特性的质量功能损失曲线的特征(表1:质量功能损失曲线+表2:产品特性分类与要求)
特殊产品特性的来源包括:
法规
顾客要求(从2D/图纸、3D或SOR)
组织识别的成品的重要产品特性(基于组织的经验、SOD+AP评价等级)
组织识别的半成品的重要产品特性(基于组织的经验、SOD+AP评价等级)
特殊特性的符号一般有顾客的具体要求(可能每家顾客都不同)。请注意关注图纸或技术/质量标准/SOR的要求。建议:
顾客指定的重要产品特性:使用顾客的符号/编号,如CC01、CC02、SC08、SC10
组织识别的重要产品特性:使用组织定义的符号/编号,如A1、A2、或B1、B2等
顾客认可时,使用组织定义的符号/编号,但必须随附【特殊特性符号对照表】
关键控制特性:使用顾客或组织定义的符号/编号,如KCC1、KCC2,或P1、P2,或KCC-CC01-1、KCC-CC01-2,或KCC-SC01-1等
特殊特性的编号建议使用唯一的编号,以利识别或沟通理解,并必须在整个供应链中传递
特殊特性均需特殊控制,且有异常反馈系统:
采用防错技术/防错装置进行控制
采取统计过程控制图
过程监视或测量
当生产制造过程不稳定或过程能力不足时,进行100%检查(即设立:永久的质量门/验证工位/检查工位,且报警限为1)
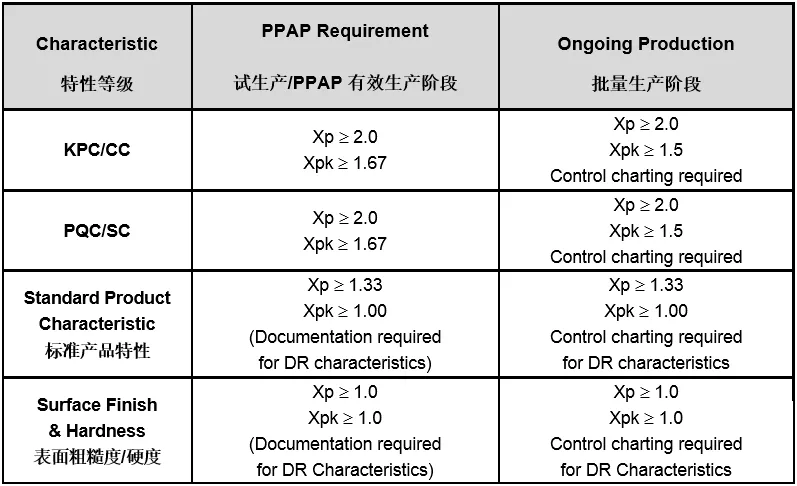
针对不同等级/类型的产品特性,在PPAP试生产阶段和批量生产阶段的过程要求可能不同。请注意关注、参考表3:产品特性过程要求
特殊特性的符号/编号必须在系列文件中保持对应一致:产品/零部件图纸、产品/过程特殊特性清单、PFD、PFMEA、PCP、工艺卡、SOS/JES、工序检验标准/记录、防错验证清单、初始/周期MSA计划、初始/周期过程能力研究计划、SLP/GP12/质量门计划、IQC、FQC、OQC及其记录等等
(表1:质量功能损失曲线)
(表2:产品特性分类与要求)
(表3:产品特性过程要求)
6、PFMEA执行步骤三之输出物
功能分析结构树,或
功能分析工作表
6、常见不符合项
主要过程步骤/工步的功能或产品特性,特别是重要产品特性/顾客接口特性等被遗漏
顾客抱怨过的或内外部失效历史记录统计的主要缺陷或产品特性(明示/技术、隐含/管理要求)没有作为产品特性被识别
产品特性与对应的过程步骤/工步没有对应关系
过程特性与对应的产品特性没有对应关系
主要/常见的过程特性被遗漏
过程特性没有引用结构分析之过程工作要素
特殊特性的编号/符号等不符合顾客或管理要求
 关注微信
关注微信