
汽车行业五大工具MSA(测量系统分析)培训资料-第五讲
在前五期中,我们已经讨论了分辨力、重复性和再现性、公差比和过程比、偏倚的“快捷分析方法”、量具能力指数等内容。
这一期,我们详细介绍一下“稳定性”的评价方法。
稳定性是测量系统在某一阶段时间内,测量同一基准或零件的单一特性时获得的测量总变差。换句话说,稳定性是考核随着时间的变化,偏倚和重复性是否能够保持稳定的能力。
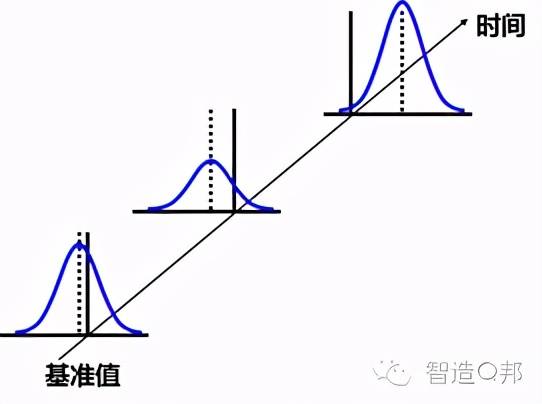
对于任何一个质量特性而言,具有稳定性指的是此种特性的统计受控,也就是分布不随时间而变,即分布的平均值、方差(标准差)以及分布的形状等都不随时间而变。在稳定性的分析中,我们主要针对的是“均值”和“标准差”的统计受控。如下图所示:
,
我们采用控制图对“稳定性”进行监控。需要特别指出的是,测量系统的“稳定性”所采用的控制图,和过程控制SPC所采用的控制图,本质上是不一样的。
· 测量系统的“稳定性”所采用的控制图,是按照规定的时间间隔,针对相同的标准件进行多次的重复测量。
· 过程控制SPC所采用的控制图,是按照规定的时间间隔抽取产品,针对这些抽取的产品进行一次的测量。
并不是所有检具都必须采用控制图的方法监控长期的稳定性。根据关键特性清单、DFMEA、PFMEA、控制计划,寻找需要进行测量系统分析的检具。
对于重要度为关键/重要的产品特性和过程特性,对测量系统先进行量具能力指数的验证(见“测量系统实战应用5”),如果满足要求,再采用控制图的方法对测量系统进行长期稳定性的监控。
对于重要度为一般的产品特性和过程特性,对测量系统定期采取标准样件连续测量50次,评价量具能力指数 ,是可行的做法。
稳定性分析流程如下:
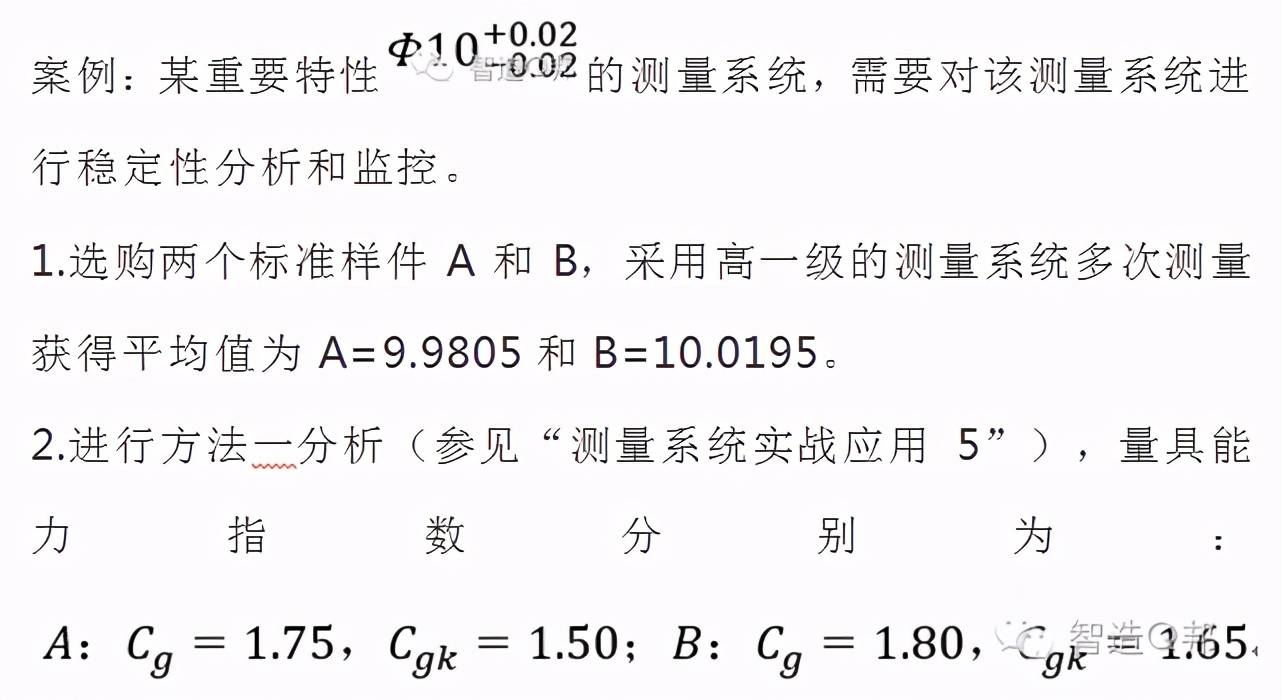
1.确定要分析的测量系统。选取标准样件,并获得参考值(标准样件应该包括公差的上下极限情况,有条件的话,还应该包含公差的中间水平)。
2.进行量具能力指数验证。如果满足要求,则可以进行后续分析。
3.指定人员按照规定的时间间隔(通常是每天,也可以每2天或每周,根据测量系统使用的频次而定)测量25组数据,每组测量需要对标准样件重复测量n次,通常n=5。
4.计算每组的均值—极差(也可以用均值—标准差)。计算控制界限,分析控制图,判断是否稳定。
5.如果稳定,延长控制限,按照规定的时间间隔对标准样件进行测量,用控制用控制图进行日常控制。
稳定性分析的方法,可以借鉴SPC控制图的方法,这里不做具体展开了,需要特别提醒的是,稳定性分析是针对固定标准样件的重复测量。如标准样件本身存在较大的形状误差,建议采用划线做标记等方法固定测量位置。
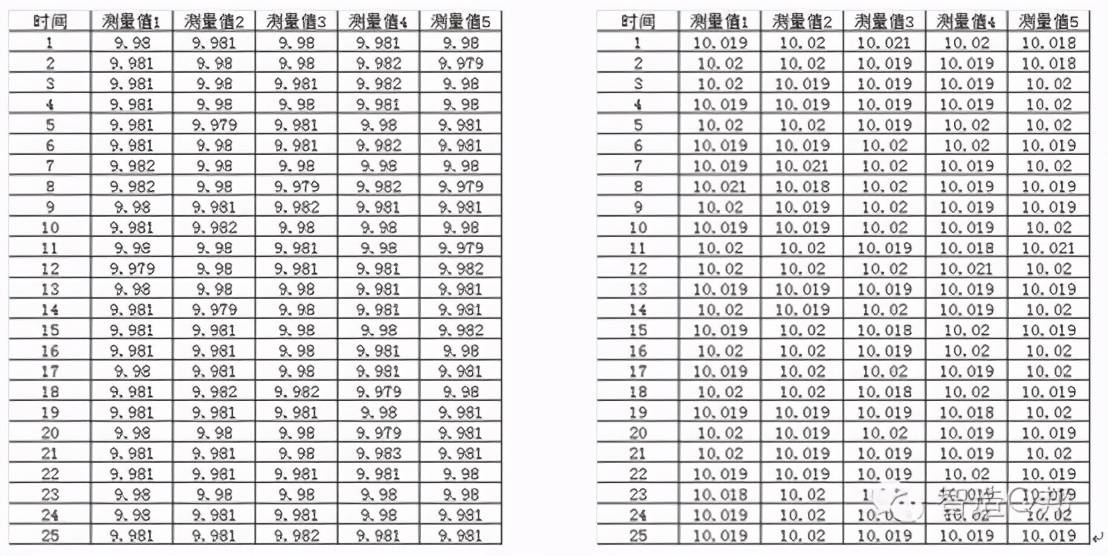
3.指定人员按照规定的时间间隔(每天)测量25组数据,每组测量对标准样件重复测量5次。测量数据如下:
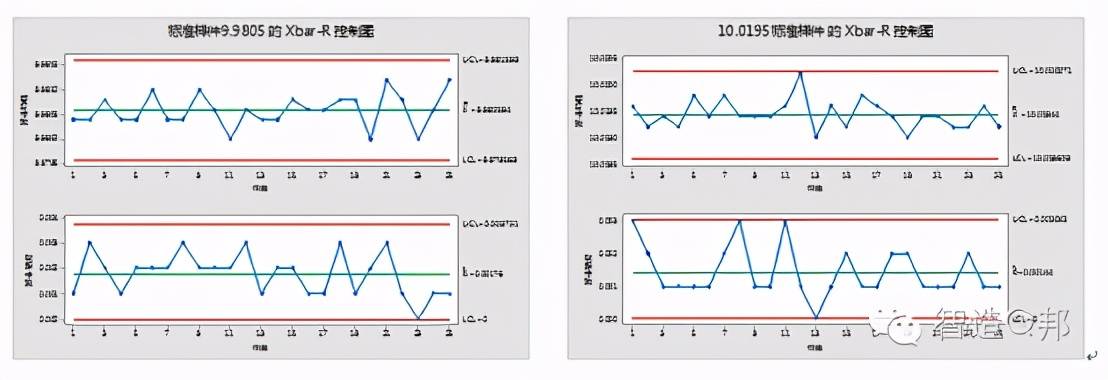
4.计算每组的均值—极差。计算控制界限,分析控制图,判断是否稳定。控制图如下:没有发现异常情况。
5.延长控制限,按照规定的时间间隔(每天)对标准样件进行测量,用控制用控制图进行日常控制。
IATF16949-2016版汽车行业质量管理体系程序文件标准培训全套资料
 关注微信
关注微信