

品质也需要与时俱进
依据ISO的定义,品质意味着”提供满足客户需求的产品及服务“。这种理解十分正确,也是人类企业的生存之”根本“!但客户满意的产品及服务究竟意味着什么?却随着人类社会的进步而不断变化、甚至出现了极端的市场及客户需求,”多品种、小批量、快交付、低成本“、甚至”个性化需求“业已成为客户需求的主流,因此品质的确切内涵也需要与时俱进!
传统意义的品质内涵主要来自于欧美,侧重于”品质满足论“,但二战之后源于日本的”品质成本论“其实也十分有用。对于当今”成本竞争时代“而言则更为重要
品质保障与提升的本质不在于”检查”(Check),而是”规划“与”源流保障“(Control)。换言之、研发设计、物料采购、工艺设计、设备维护保养、技能培训活动对于品质的保障则更为直接

客户原点 服务至上
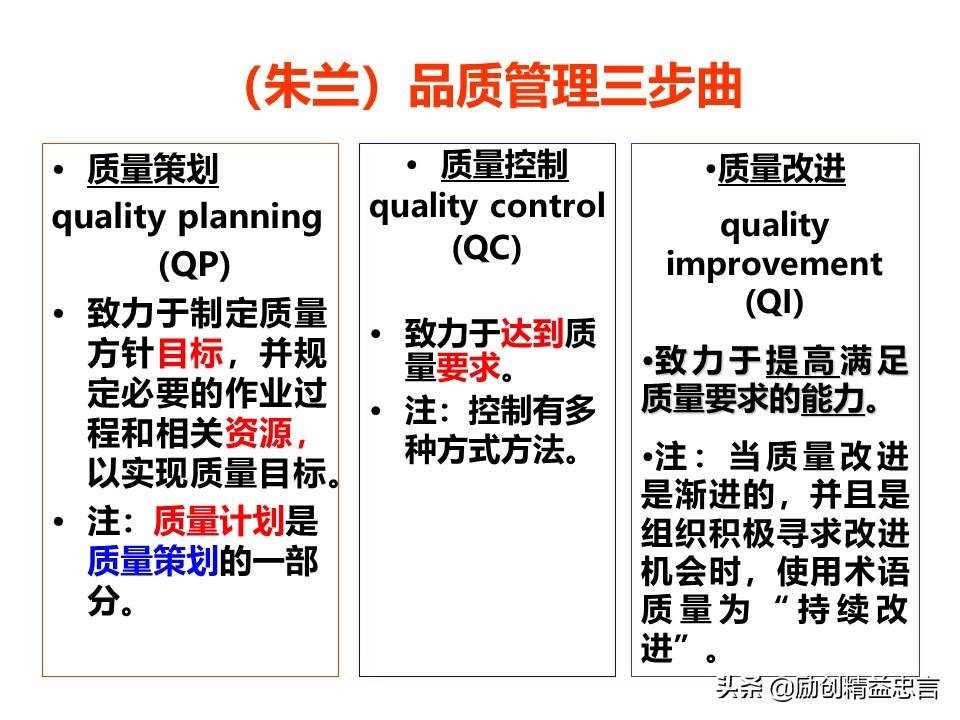
戴明Deming:品质是由客户来衡量,是要满足客户需求,让客户满意的产品及服务
朱兰Juran:品质是符合目的的,是由使用者评价的

人类历史上3大“品质曲解”
美国:财务利润论
德国:产品高档论
日本:本地利润论
不断变化的市场与客户需求才是当今企业需要面临的真正挑战
高品质Q
低价格C
快交付D
优服务S
甚至个性化、定制化的市场需求也逐渐已成为主流
从“制造”到“智造”的工业革命4.0,从本质上而言就是为了满足市场及客户日益严苛、快速迭代的需求


“零缺陷之父”菲利浦·克劳士比(Philip Crosby)博士在50多年前第一次提出了“零缺陷”的理念,也就是“第一次就把事情做对”的理念
在当时,风靡世界的品质控制手段是SPC,而SPC理论意味着总有少数产品会超出规格,所以“零缺陷“的理念在当时是划时代的
只可惜,在如何实现零缺陷上Crosby并没有提出十分可行的方法,但是它像一盏明灯照耀着人类不断前行。根据欣克利(Martin Hinckley)的观点,达成完美品质的途径有三条
降低产品设计及流程设计的“复杂性”。VE及DFM的出现提供了所需的工具
减少“波动与变异”。6西格玛的贡献最大
预防与减少“失误与差错”。防错设计Poka Yoke解决了这个课题
防错设计Poka Yoke
在日本豐田汽車公司服务的工程师新乡重夫(SHINGEO SHINGO) 通过长期研究,建立了一套新的防错模式——POKA-YOKE,其基本原理为:用一套设备或方法使作业者在作业时直接可以明显发现缺陷或使操作失误后不产生缺陷,作业人员通过POKA-YOKE完成自我检查,失误将明白易見,同时,POKA-YOKE也保证了必须满足其设定的要求,操作才可完成
防错的本质就是将上述“检验”过程中的“人“用“装置”替代从而实现“去人化”,而丰田的自働化则是这种装置的成功实践

基于防错效果的防错
控制型(Control):异常出现时随即采取行动 (如停线), 可防止缺陷产生或至少防止缺陷流出
警示型(Warning):异常出现时发出警示,提示相应人员采取行动
明显控制型防错更可靠,工业活动中两种防错经常结合使用

基于针对“差错”还是针对“缺陷”的防错
预防型(Preventive):通过控制导致缺陷产生的条件,使缺陷品根本就不能被制造,这是预防
探测型(Detective): 当不能做到预防缺陷的产生时,至少要在缺陷产生后尽快地发生缺陷并采取行动,这是探测防错
在产品设计或制造过程上考虑防错FMEA
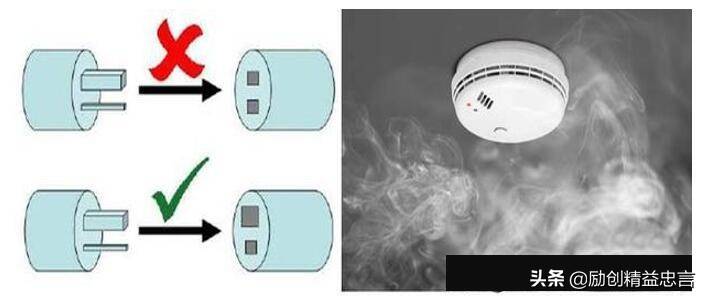
产品设计防错DFMEA:在做产品设计时就考虑防错,以减少在被制造过程中以及使用过程中错误的发生,比如笔记本电源三脚插头的非对称设计
过程设计防错PFMEA:在产品的制造过程中考虑防错,比如用传感器探测某种零件是否被装配
丰田自働化Jidoka
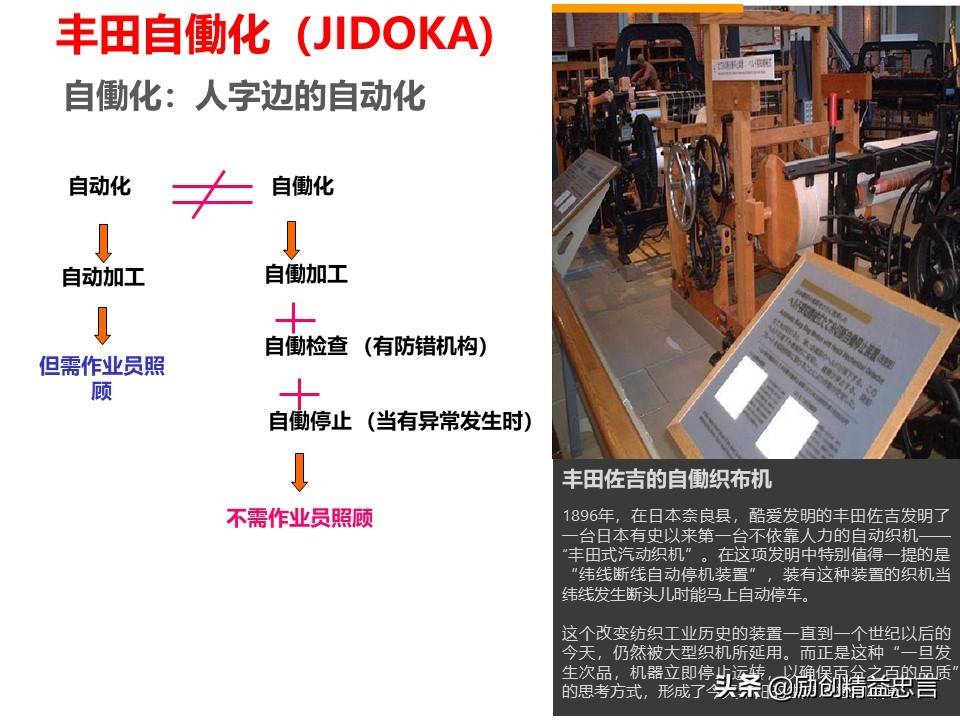
自働化的两大功能
少人化(非省人化):机器自己判断良品或不良品,逢异常时,即不良品顷发生,机器就自働停止生产。不需要作业员在旁监视,一个作业员可以照顾许多台设备,所以需要的作业员很少
零不良:机器既然会因不良品顷产生,即自働停止运作生产,当然可以达到零不良的要求
自働化的特征
人字边表示有人的判断力
当机器在生产时,作业员可以离开
没有监视的无附加价值动作
当异常状况发生时,机器会自动停止
利用警示灯来通知
设备赋予类似人的“智能”,给它装上判断设备运行状态是否正常的装置,使之在出现上述情况时自动停车,从而提高劳动效率又减少不合格品。自働化思想的诞生和发展,就是在上述大背景下产生的。因此,它与设备本身没有什么关系,而是直接针对问题的管理体系
丰田内建品质 自完结工程
传统产线品质管理普遍存在的问题
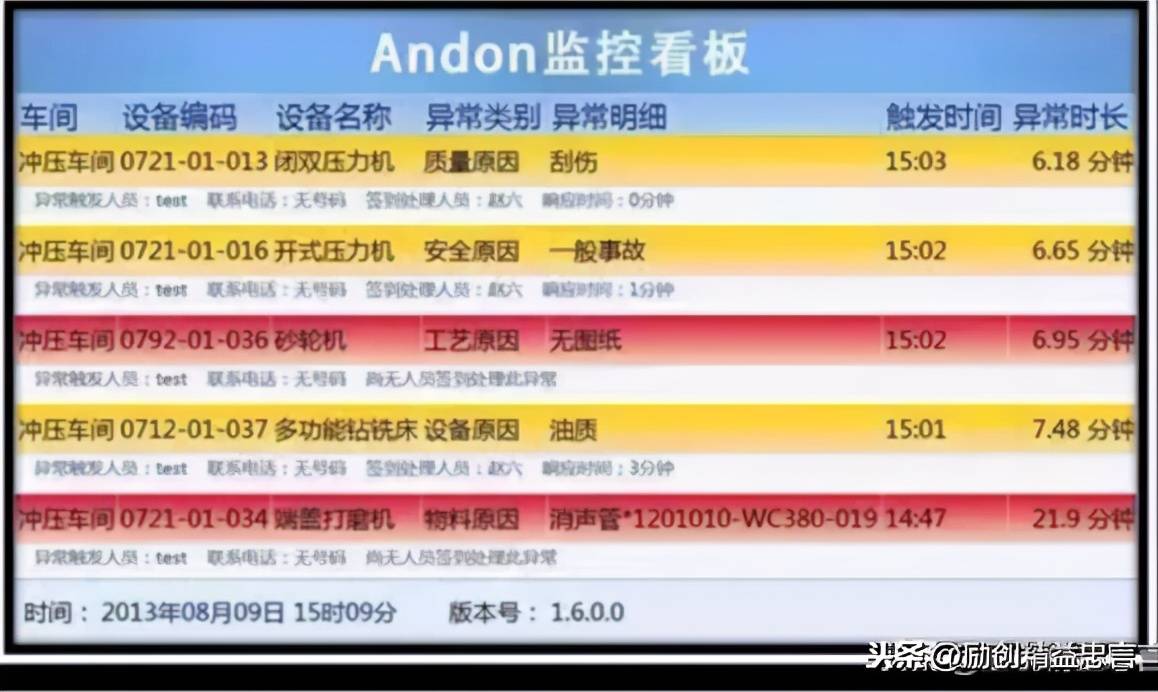
品质异常无法及时发现,异常数据无法记录统计,无法快速响应以便在工序内解决品质问题
产线设置了专职品质检查QC人员,其他的作业人员没有责任执行品质判定,更不可以自行停止产线
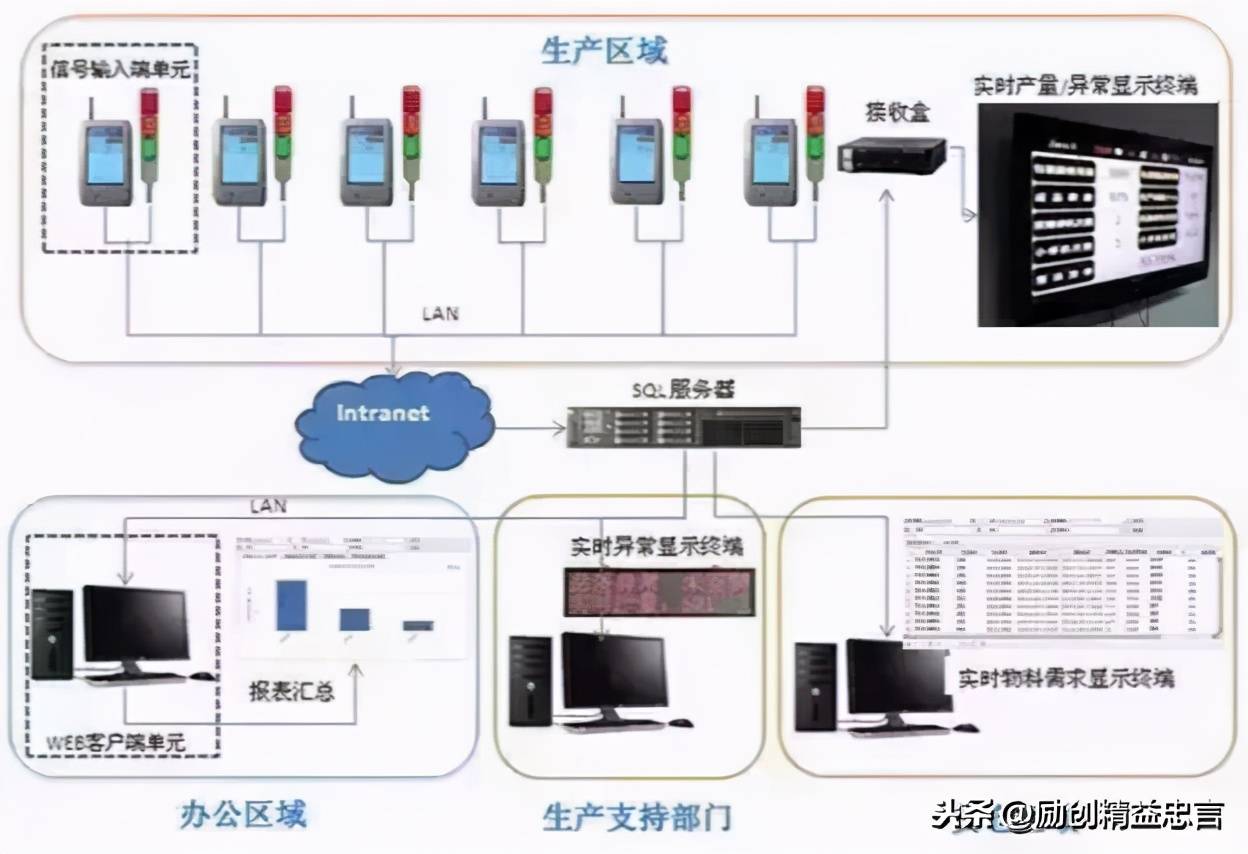
丰田Andon 安东系统正是解决之道
“发生异常时,机械停转”这种思考方法也可应用到生产线上,那就是被称作“另 一种自働化”,即生产线上的自働化
即如何思考人手作业时的自働化。 例如在总装生产线也必须实行自働化。这时的“自”指工人自身的“自”,如果认 为自己正在进行的作业“这样不行”或“不良”,那么,让工人自己停止传送带的运转。 用极端的语言来描述,就是每个工人都手持生产线的停线开关,如果感到稍有一点异常,则立即停线。因为制造出不良品、不合格品,说明你当时没做工作。这种在人手作业中推进的方法,被称为“另一种自働化”
就是要实现当生产线发生异常时,可以通过系统的设计立即发现异常,并以可视化的手段及时反馈至相应的管理者,以便做出迅即的处理,从而实现“立即暂停制度”,以即时解决质量问题而不是下线返修,达到持续高品质的生产产品
Andon系统正是丰田“自働化”理念的具体运用,也是一种推广和延伸



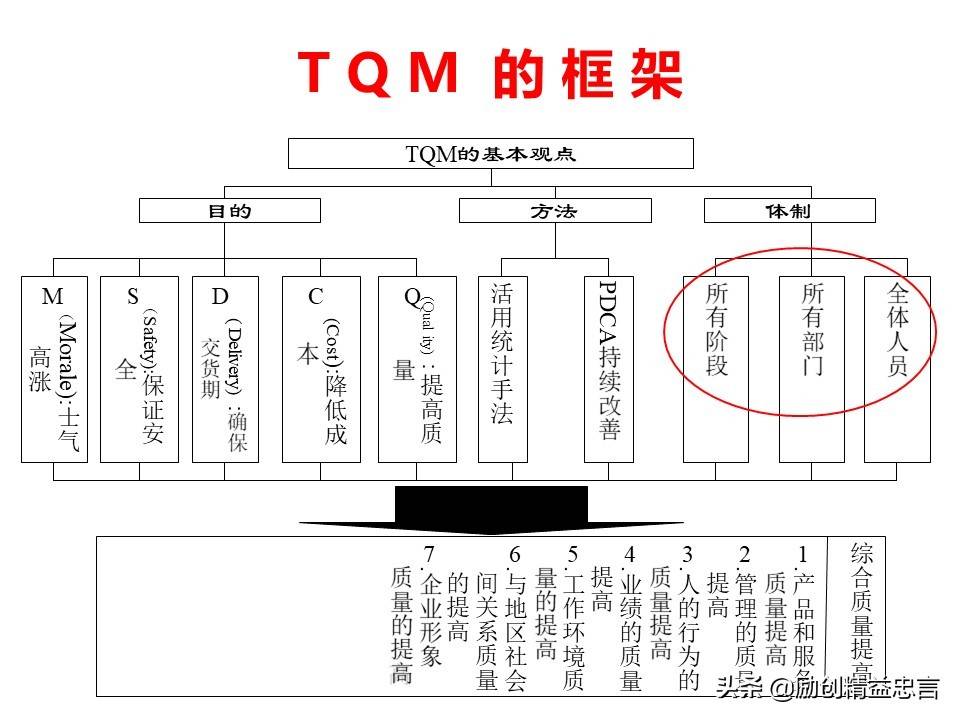
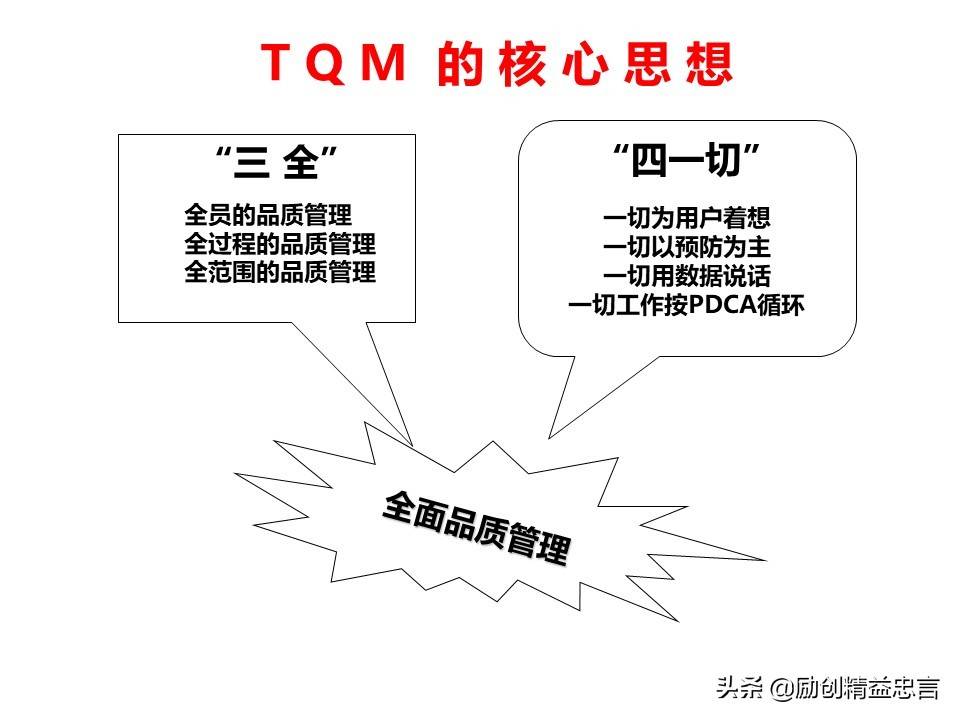
综合品质
物的品质
事的品质
人的品质
环境的品质
广义品质
Q、C、D、S
源流管理与控制3T
全过程
全部门
全人员
品质是检查出来的
品质是做出来的
品质是设计出来的


专注、专研、专耕精益制造与精益管理二十余载,深知中国制造业过去的成长与崛起,更深感未来全球竞争之艰巨!实业兴邦之使命感一直深埋于心,每日催促我努力前行
阅后如果有兴趣不要忘记点击右上角“”,这样就可以每天获取本头条号专栏分享的知识
欢迎、评论、收藏、转发与交流
 关注微信
关注微信